Asian Textile Studies

Contents
Cotton
Gossypium
The Four Domesticated Varieties of Cotton
Botanical Features of the Domesticated Species
Cotton in Indonesia and the Lesser Sunda Islands
Commercial Cotton Development in Sikka
Cotton Cultivation
The Physical Properties of Cotton Fibre
The Morphological Structure of Cotton
The Molecular Structure of Cotton
The Picking and Processing of Cotton
Single Yarn and Plied Yarn
Commercial Machine-Spun Cotton
Yarn Sizing Systems
The Indonesian Spinning Industry
Commercial Cotton in the Lesser Sunda Islands
The Current Status of Hand-Spun Cotton
Hand-Spun Versus Commercial Cotton
Cellulose Chemistry
Mercerisation
Dyeing Cotton
Appendix - Definitions
Major Cotton References
Cotton
Cotton is a vegetable fibre extracted from the bolls harvested from a specific number of species belonging to the Gossypium genus – species that have evolved to have hairy seeds and have subsequently been domesticated. It is normally used in the form of a staple-spun yarn.
The boll is the ovary of the cotton flower that develops into a mature seed-containing fruit.
All Gossypium species produce seed capsules that contain seeds with unicellular hairs, technically known as trichomes. However in most wild species the epidermal layer of seed has only short fibres called linters or fuzz, just 1-3mm long, which are tightly attached to the seed surface. During development the hairs deposit thick secondary walls and when they desiccate after capsule opening, the hairs retain their circular cross-section (Wendel et al 2009, 13).
The cotton-producing species not only have seeds with the same fuzz of short hairs but they also have a secondary layer of long spinnable hairs 10-40mm long, called lint (Strelis and Kennedy 1969). These hairs have thinner secondary walls and when they desiccate after capsule bursting they form a flattened ribbon. Because the cellulose strands in the secondary walls are laid down in periodically reversing spirals, this ribbon also convolutes and twists. These twisted ribbon-like hairs are what we call cotton. Because they are loosely attached to the seed they can be readily removed through ginning – the mechanical process of separating the fibres from the cottonseed.
After flowering and pollination the cotton-producing species of Gossypium develop an elongated capsule or boll in which the lint fibres grow. Once the fibres have finished growing the boll bursts and the cotton is exposed. A cotton boll normally contains around 30 seeds, each of which has from 2,000 to 7,000 seed hairs (Dochia, Sirghie et al 2012, 12). Each cotton fibre starts out as a single cell in the seed epidermis (Andres, Buchanan, Civardi and Kottes 1984, 100) and as the cotton boll matures the fibre length increases to reach about one thousand times its width (Parker 1998, 9). Unlike a bast fibre, which is composed of multiple cells, each cotton fibre is a unicellular extension of a single epidermal seed cell.

Ripe cotton bolls and individual seeds covered in lint
The word cotton is derived from the Arabic al-kutum or al-qutum. However the oldest known word is karpasa-i from the Sanskrit of ancient India, which itself is believed to have been borrowed from an earlier Austroasiatic language (Watt 1907, 9).
Return to Top
Gossypium
Gossypium - a member of the Malvaceae mallow family - is a long-lived genus of perennial plants found in tropical and subtropical arid climates characterized by monsoon rainfall patterns. Individuals found in their native habitats occur as small isolated groups or as individuals, and not in dense or extended populations (Kohel and Yu 2001, 68).
The genus contains over fifty species, 46 of which are diploid species (having two sets of chromosomes per cell). These diploid species can be cytogenetically grouped (that is, according to chromosome structure) into distinct evolutionary groups called genomes, based on similarities in chromosome size and structure. Eight genomes have been identified, which are designated from A to G, along with K (Wendel and Cronn 2002):
Genome |
Main Location |
Species |
A |
Africa/Asia |
2 |
B and F |
Africa |
4 |
E |
Arabia |
7+ |
C, G and K |
Australia |
17 |
D |
New World |
13 |
The four Old Word genomes (A, B, E and F) appear to represent four independent evolutionary lineages (Brubaker et al 1999, 13). The A-genome is the only diploid genome that produces spinnable fibre.
The amount of DNA in each genome varies threefold as a result of the duplication of DNA sequences during the evolution of the genus – from 2 picogrammes in the smallest D-genome species to over 7 picogrammes in the largest Australian K-genome species (Wendel et al 2010, 3).
In addition to the diploid species there are 5 or possibly 6 tetraploid species (having four sets of chromosomes per cell), all natives of the Americas.
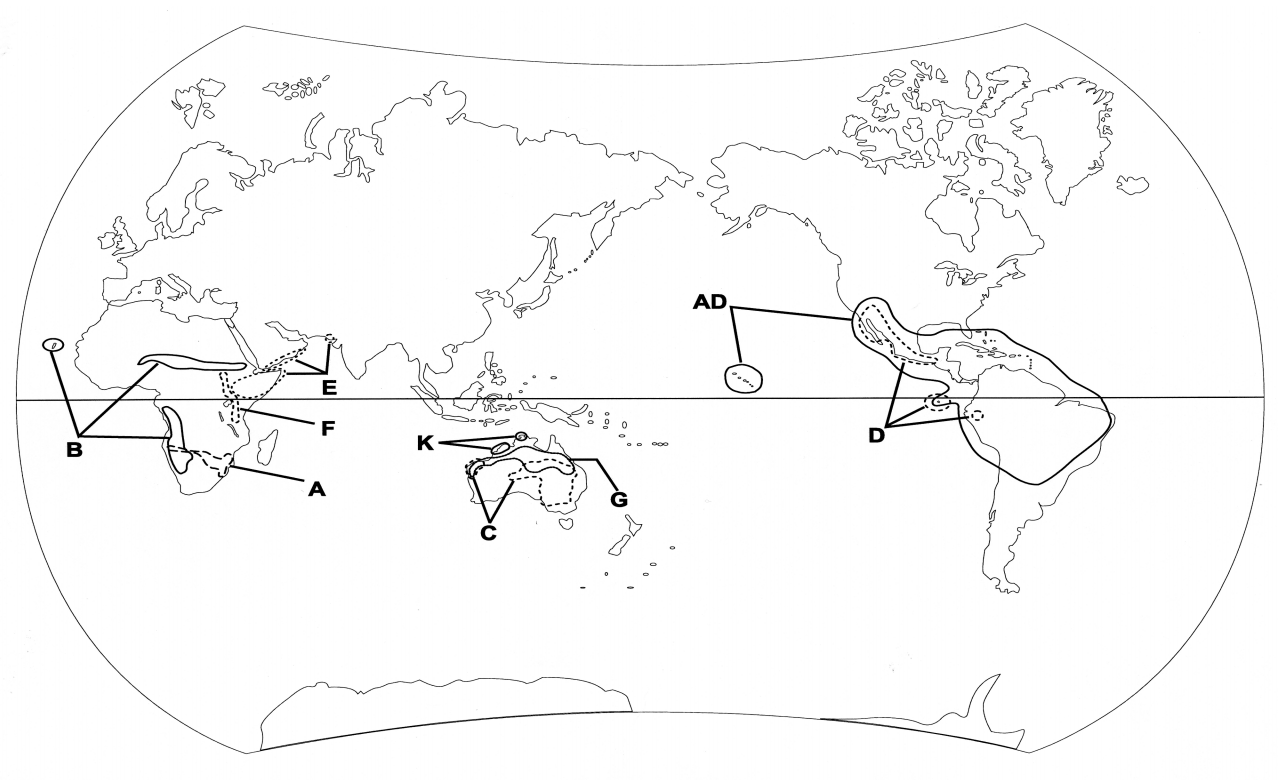
Biogeography of Gossypium (Wendel, Brubaker and Seelanan 2010, 8)
Recent genetic studies indicate that all fifty plus Gossypium species evolved from a single lineage which diverged from a common ancestor shared with the cocoa tree (Theobroma cacao) at some time between 20 and 60 million years ago – very approximate timings based on an assumed average rate of genetic mutation.
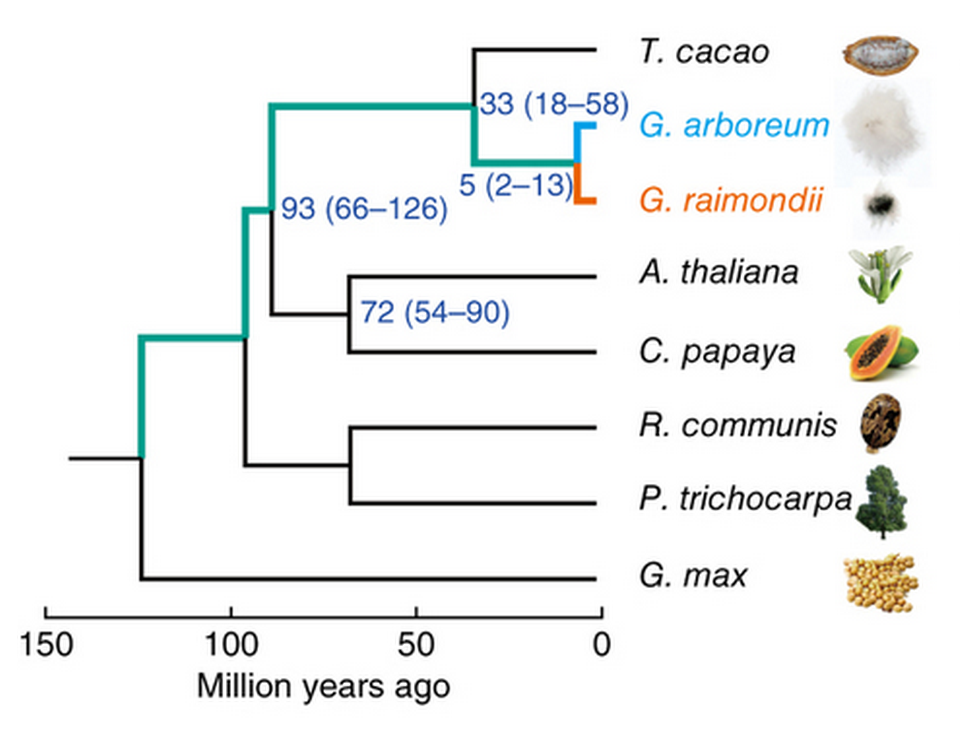
Gossypium evolution (Fuguang et al 2014)
Shortly after its emergence, this lineage experienced an abrupt five- to six-fold increase in the size of its chromosomes (Patterson, Wendel et al 2012). This random event probably caused the rate of genetic mutation to accelerate leading to:
- the emergence of separate genomes,
- the differentiation of some epidermal cells from mucilages (soluble fibres that heal plant wounds and assist seed germination) into fibres, and
- the development of genes that provide pest- and disease-resistance.
Many millions of years ago the A-genome diverged from the three Africa/Arabia genomes, B-, E- and F-. One estimate is that this occurred some 4 to 9 million years ago (Seelanan, Schnabel and Wendel 1997). It was a crucial evolutionary event in which some of the unremarkable hairs found on all Gossypium seeds gained a ribbon-like structure, giving them the potential to be spun into yarn.
As a result of a unique trans-oceanic dispersal event that occurred between 4 and 7 million years ago – probably due to the arrival of seaborne seed – an A-genome species from the African lineage diverged to form a D-genome species in the Americas, probably in the vicinity of Mexico. A second long-distance dispersal event, just 1 or 2 million years ago, resulted in the hybridization of a maternal plant of the A-genome group with pollen from an American resident plant of the D-genome group to create an AD tetraploid (Khadi, Santhy and Yadav 2010, 5; Wang et al, 2012). The latter spread throughout the American tropics and subtropics, diverging into at least five species including G. hirsutum and G. barbadense.
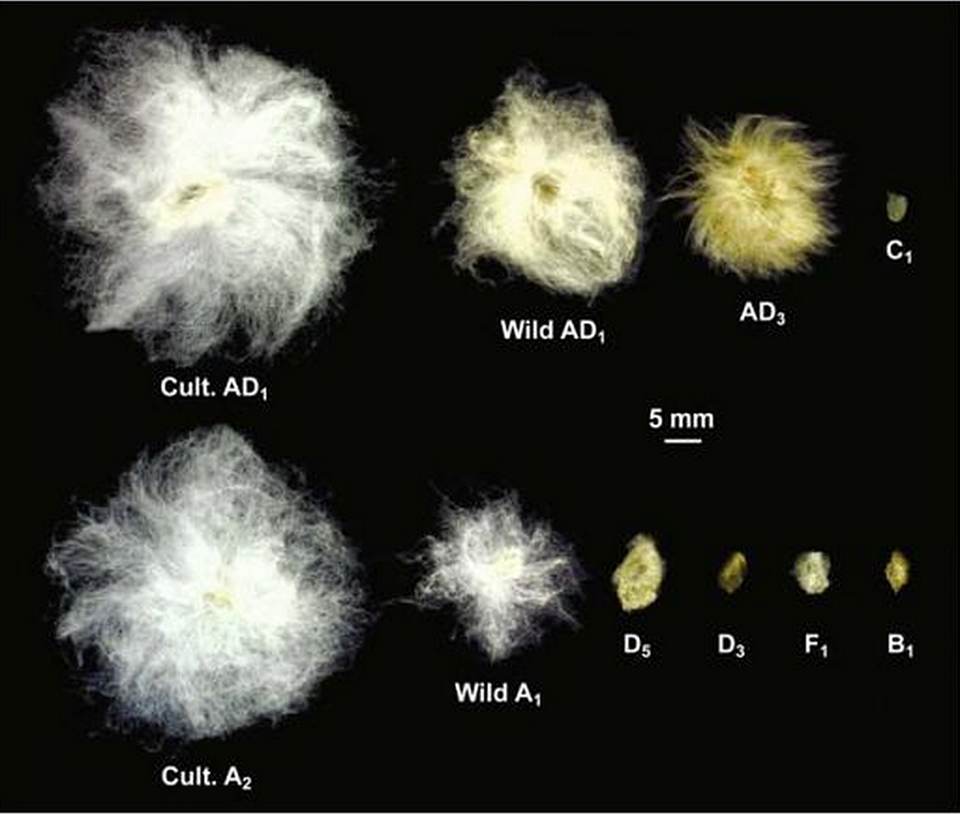
Comparison of single seeds from different Gossypium species (Wendel et al, 2009):
AD1 G. hirsutum; AD3 G. tomentosum; A1 G. herbacium; A2 G. arboreum.
The evolution of the commercially important American long-staple cottons is therefore the result of one highly improbable random mutation followed by one highly improbable hybridisation - the early multiplication in chromosome size and the more recent uniting of the A- and D-genomes, which together produced a 30 to 36-fold increase in genes.
Long-distance dispersal has clearly played an important role not only in the diversification of the major evolutionary lines of Gossypium but also in speciation within its genome groups (Wendel and Cronn 2002). The propensity for long-distance dispersal appears to be a characteristic of the entire cotton tribe, with the common dispersal mechanism appearing to be oceanic drift – the seeds of many species of Gossypium are tolerant to prolonged periods of immersion in salt water (Stephens, 1958, 1966).
Return to Top
The Four Domesticated Varieties of Cotton
Out of over fifty species of Gossypium, only those belonging to the diploid A-genome and the tetraploid AD-genome produce spinnable fibres and can therefore be called cotton. Out of these, only four species were ever domesticated. Through a long process of human selection, sprawling perennial shrubs and miniature trees with small fruits and impermeable seeds bearing sparse, short hairs were eventually transformed into compact perennial and annual plants with large fruits and large seeds that would readily germinate as a result of their permeable seed coats, covered with a thick coat of long, strong, white fibres (Brubaker, Bourland and Wendel 1999, 4). The development of weaving must have led to a preference for varieties with improved lint quality and that were easier to gin by hand, for example by increasing the differentiation between fuzz and lint (Turcotte and Percy 1990).
We find that four geographically isolated aboriginal populations independently domesticated each of the four separate species for exactly the same purpose – the Nile/Mesopotamia and the Indus Valley in the Old World and the pre-Incan and pre-Mayan civilizations in the New World. The two Old World species are Gossypium herbaceum and Gossypium arboreum (the two A-diploid species), while the two New World species are Gossypium barbadense and Gossypium hirsutum (both AD tetraploid species). G. barbadense was named after its assumed habitat of Barbados.
Latin and common names |
|
G. herbaceum |
Levant or Asiatic cotton |
G. arboreum |
Tree cotton |
G. barbadense |
Sea Island cotton |
G. hirsutum |
Upland cotton |
Despite belonging to the same diploid group, the two Old World species are genetically very different, suggesting that they diverged long before domestication. However because it has not been possible to identify a wild ancestor of G. arboreum, it was once suggested that it might have derived from domesticated G. herbaceum during its recent history of cultivation. A more recent genetic comparison indicates that the species diverged around 1½ million years ago, long before the arrival of man (Wendel, Olson and Stewart 1989).
The wild progenitor of G. herbaceum was an African species, possibly from South Africa (Hutchinson 1959). Its most primitive cultivars are distributed along the coasts bordering the Indian Ocean trade routes, suggesting the primary dispersion was northwards into North Africa, Arabia and Persia (Hutchinson 1954, 1962). Sometimes called Levant cotton, G. herbaceum seems to have been domesticated in the Sudan, Arabia and Syria. It eventually spread across Central Africa, the Middle East, West India, and through Central Asia to Xingjian.
The ancestor of G. arboreum is still unknown, but its domestication seems to have involved two stages. The first was the development of a primitive perennial cultivar in western India; the second took place in the Indus Valley of India and Pakistan, where it was being cultivated about 7,000 years ago. The oldest cotton fibres - probably of wild origin - have been recovered from sixth millennium BC Mehrgarh, Baluchistan, (Moulherat et al 2002). Fibres and seeds recovered from Harappan sites suggest cotton use between 4250 and 3750 BC (Zohary et al 2012, 108). Meanwhile fragments of cotton cloths have been recovered from fourth millennium Mohenjo-Daro (Gulati and Turner 1929). Fibres recovered from Dhuweila, Jordon, carbon dated 4500 to 3000 BC, might indicate that cotton was already moving west by the fourth millennium BC (Betts et al 1994). It seems to have dispersed from the Indus Valley in two directions. One pathway led west through Egypt into Western Africa. Another led east to East India, Assam, Bangladesh, Burma, Southeast Asia, Yunnan, Guangxi, Hainan Island and Guangdong (Zurndorfer 2009, 43).
The two New World species originated in South and Central America. G. barbadense seems to have been domesticated in northwest South America, where 5,500 to 5,000-year-old remains have been found in coastal Ecuador and in central coastal Peru (Damp and Pearsall 1994). Following primary domestication west of the Andes, it was dispersed into northern South America. After further agronomic development it spread into Central America, the Caribbean and the Pacific (Brubaker, Bourland and Wendel 1999, 23). Modern elite G. barbadense cultivars were bred from the Sea Island cottons developed on the coastal islands of Georgia and South Carolina (Wendel, Brubaker and Seelanan 2009, 17).
G. hirsutum seems to have been initially domesticated in the Yucatan peninsula of Mesoamerica (south Mexico, Belize and north Guatemala) – 4,000 to 5,000-year-old remains have been found in the Tehuacan Valley of south Mexico (Brubaker, Bourland and Wendel 1999, 24). From here it spread along the Mexican Gulf coast to Florida and also to the Caribbean, where a second phase of domestication occurred. Modern elite G. hirsutum cultivars, known as Upland cottons, have been bred from varieties collected in the Mexican highlands (Wendel, Brubaker and Seelanan 2009, 17).
Return to Top
Botanical Features of the Domesticated Species
|
herbacium |
arboreum |
barbadense |
hirsutum |
Genome |
A-diploid |
A-diploid |
AD-tetraploid |
AD-tetraploid |
Plant height |
Up to 2m |
2-3m |
1.5-2m |
Up to 1.3m |
Character |
Fast-growing bushy shrub |
Tree-like with long branches |
Robust erect shrub |
Rounded hairy shrub |
Flowers |
Yellow with purple spot |
Yellow with purple spot turning completely red or purple |
Yellow with red or purple spot |
Pale yellow, white or pink with usually no spot |
Leaves |
Leathery, reticulate |
Leathery long and narrow 5-lobed |
Broad with 3 or 5 lobes |
Broad with 3 lobes |
Boll |
Smooth and round with less tapering |
Pitted and round with a tapering point |
Black and densely pitted, oval and pointed |
Large, coarsely pitted and pointed |
Fibre length mm |
9½-25 |
9½-25 |
35-45 |
22-32 |
World Production |
<2% |
<2% |
8% |
90% |
(Hutchinson, Silow and Stephens 1947; Fryxell 1979; 1992; Plant Resources of Tropical Africa - PROTA)

Gossypium herbaceum, right, and Gossypium arboreum, left, in Kashmir
(Royle 1839, vol. 3, t. 23)

Gossypium barbadense in India (Wight 1840, vol. 1, t. 28a)
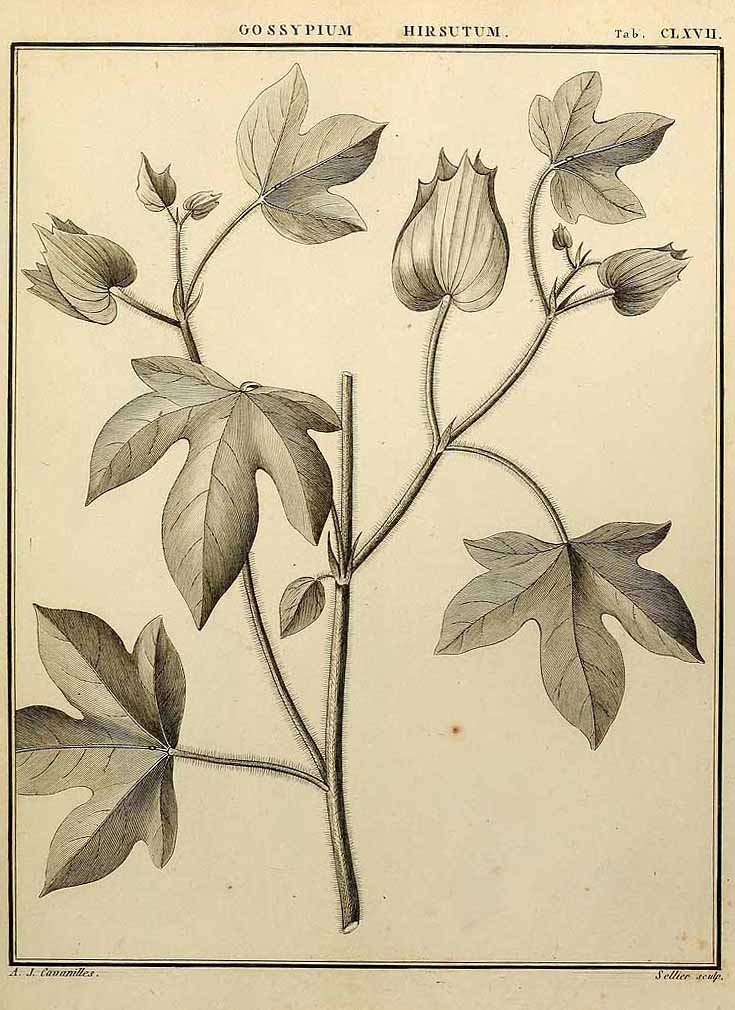
Gossypium hirsutum (Cavanilles 1788, vol. 2(6), t. 167)

Gossypium hirsutum (Mohlenbrock 1982, 34)
Today all four varieties have perennial and annual forms. However all of the primitive cottons were deciduous long-lived perennials - no species of Gossypium is known, in its original habitat, to be annual (Watt 1907, 322). Annual varieties seem to be the result of relatively recent domestication. As cotton was introduced into climatically unfavourable regions, selection of plants for early maturity led to cottons that could be harvested no more than seven months after sowing. This development led to the spread of Gossypium well beyond its natural geographic region (Watt 1907, 322). By the twelfth century cotton had become an important crop in the Lower Yangtze region of China (Riello 2013, 41) and was being cultivated in Persia and Central Asia at the time of Marco Polo’s visit in 1271 (Kawakatsu and Latham 2013, 13). Today most commercial cotton is grown as an annual crop.
Return to Top
Cotton in Indonesia and the Lesser Sunda Islands
The early Austronesians were unaware of the existence of cotton and therefore had no name to describe it, unlike other fibre plants such as nettle, pandanus, ramie or rattan (Blust 1982, 61).
We know that cotton was slow to take hold in China. The T'ai-speaking peoples of southern China had an ancient tradition of using fibre from the Silk Cotton or Kapok Tree (Bombax ceiba and Bombax malabaricum), which was known as 'mountain wool' or 'tree floss' (Howard 2016, 13). The Old World cotton species G. arboreum appears to have initially reached China by around the third century AD (Deng 2002, Appendix K). It was first recorded in AD 445 among the non-Chinese Ai-Lao, the name the Chinese gave to the Lao, who had probably received it after it had migrated from Bengal into Burma. It properly arrived in China around the ninth to tenth centuries AD. Chinese records suggest that by the late Southern Song Dynasty (thirteenth century), cotton had gained a firm foothold in Fujian Province, before spreading along the coast to Zhejiang and Jiangsu (Deng 2002, Appendix K). From Vietnam it appears to have reached Hainan Island and the coastal provinces of Guangxi and Guangdong, before continuing westwards to Yunnan and eastwards to Zhejiang. The second Old World cotton species G. herbacium seems to have reached northern China several centuries later from Central Asia. By the end of the Ming Dynasty (early seventeenth century), cotton dominated China's fibre production (Deng 2002, Appendix K).
It is probable that cottonseed was initially imported into the Lesser Sunda Islands at some time during the first half of the first millennium. Cotton was certainly in use in parts of Indonesia before the fifth century AD – the history of the first Sung dynasty, the Sung Shu, mentions that an embassy from Java (Tchou-po) to China in AD 430 made offerings of both Indian and local cotton goods (Majumdar 1937, 102). The history of the Chinese Liang dynasty, 502-556, mentions that cotton was produced at two locations in the southern sea – Kan-t’o-li or Kandali, situated on an island in the southern sea, and Po’li, where the people collected the flowers of the cotton plant to make cloth (Groeneveldt 1879). The identity of both remains uncertain - Kandali has been linked to the Srivijaya capital of Palembang, which lay on the important sea route between China and India (Hitchcock 1991, 29). Po’li has been linked to Bali, but also to East Java, north Sumatra, northeast Borneo and the Malay Peninsula (Stuart-Fox 1993, 86)! The history of the T’ang dynasty says that cotton cloth was among the tribute brought to China in 647 from Dva-pa-tan, which has also been linked to Bali (Rost 1887, 139; Stuart-Fox 1993). Cotton (kapas) and thread (benang) are mentioned in a later copperplate inscription dated to AD 896, found at the village of Bebetin on Bali (Stuart-Fox 1993). The inscription covers the lifting of taxes on various commodities, including raw cotton and yarn, at the coastal port of Banua Bharu following a devastating raid.
The Indonesian word for cotton seems to be derived from the Sanskrit term kapas or karpasa. Various species of Gossypium are found across Indonesia – both Old World and New World. Apparently Hans Nevermann enumerated many of them in 1938 (Nabhotz-Kartaschoff 2008, 72). The claim that the annual form of G. herbaceum is used universally throughout Indonesia is clearly incorrect (Barnes 1989, 14).
In Sarawak, Hugh Low found that the Sea Dyaks grew cotton, locally known as taya, in sufficient quantity for their own use and for producing cloth for export to all the other tribes in the neighbouring countries (Low 1848, 55 and 178). They traditionally grew a local variety of G. arboreum, planted in a specially fenced garden erected after the rice harvest (Cramb 2007, 84). Today, two varieties are found - taya Iban being the tree-like G. arboreum and taya laut, literally sea cotton, being the annual G. herbaceum (Gavin 2004, 48). It is possible that the latter was introduced during the four-year-long Japanese occupation.
On Sumatra two species of cotton were cultivated widely – the annual form of G. herbacium was called kapas, while G. arboreum was called kapas besar (Marsden 1811, 157). In South Sulawesi the most widespread species was the perennial G. arboreum, although annual varieties of G. herbaceum were also reported (King 2013, 109). At Kulawi, Central Sulawesi, G. arboreum was called local cotton, kapas lokal, while G. hirsutum was called Japanese cotton, kapas jepang, because it was introduced during the Japanese occupation (Brodbeck 2004, 13). Buton Island was renowned for the quality of its cotton, called kapas Buton and claimed to be the finest in the Indies (Temmink 1849, 79). A second highly valued variety of cotton, called Capa Hollanda, was grown on the coast (Rapport over Bouton, 1824).
On Java it was traditional to grow two varieties of G. herbaceum, the fast-growing but inferior kapas java and the slower-growing Indian cotton, as well as the scarcer vitifolium variety of G. barbadense known as kapas tahon (Raffles 1830, 148).
Unlike Java, Bali was reported to produce cotton 'of the most excellent quality and in great abundance' (Raffles 1817, vol. 1, 204). In 1830 the Frenchman, Comte C.S.W. de Hogendorp, reported that raw cotton from Bali was highly estimated, and exported to Java (Salmon 2005, 20: Nabholz-Kartaschoff 2008, 71). However its cultivation seems to have been concentrated in certain coastal regions such as Bukit, Bungkulan, Krambitan, Kumbutanbahan, Nusa Penida and Tejakula (Stuart-Fox 1993, 87). In the past Nusa Penida was an important centre for cotton production and some of its raw cotton was exported across the Badung Strait to Klungkung on Bali (Nabholz-Kartaschoff 1991, 127). Nusa Penida cotton was also preferred by the weavers of Tenganan. However in 1990 a caterpillar plague destroyed most of the cotton plants on the island.
Cotton was extensively planted on Sumbawa and seemed to be exclusively G. herbacium (Zollinger 1856, 265). It yielded an abundant crop.
The majority of the words for cotton in the local languages are clearly related to kapas, but there are odd inexplicable exceptions, as on Savu, Seram and Leti:
Location |
Local Term |
Source |
Sumatra Acheh |
gapes, bak gapes |
Johnson and Decker 1980, 264 |
Sumatra Batak Toba |
hapas |
Niessen 2009, 543 |
Sumatra Batak Karo |
bunga |
Niessen 2009, 543 |
Sumatra Minangkabau |
kapeh |
Johnson and Decker 1980, 264 |
Java |
kapas |
Johnson and Decker 1980, 264 |
Bali |
kapas |
Johnson and Decker 1980, 264 |
Lombok |
bunge |
Niessen 2009, 418 |
Sikka |
kapa |
Heerkens 1944 |
Flores |
kapek |
Johnson and Decker 1980, 264 |
Lembata |
kapok |
Barnes 1989, 24 |
Timor Uab Meto |
abas |
Cunningham et al 2014, 90 |
Timor Tetun |
kabas |
Cunningham et al 2014, 90 |
Roti |
abas |
Sebeok 1971, 965 |
Savu |
wèngu |
Duggan 2001, 96 |
Sumba |
kamba |
Forshee 2001, 212 |
Sulawesi Makassar |
kapasa |
Johnson and Decker 1980, 264 |
Ternate |
kapa |
Johnson and Decker 1980, 264 |
Buru |
base, bak gapes, kaubase |
Johnson and Decker 1980, 264 |
Seram South |
aha kian, aha kolai, ahaja |
Johnson and Decker 1980, 264 |
Tanimbar Yamdena |
kapas |
Van Vuuren 2001, 189 |
Tanimbar Selaru |
kahas |
Van Vuuren 2001, 189 |
Tanimbar Fordate |
avat |
Van Vuuren 2001, 189 |
Babar |
kapatie |
Johnson and Decker 1980, 264 |
Leti |
kavas |
Johnson and Decker 1980, 264 |
Leti |
peli |
Van Engelenhoven 2004, 60 |
Kisar |
aohe |
Johnson and Decker 1980, 264 |
We are unaware of any regional botanical survey indicating the specific varieties of cotton that grow throughout the Lesser Sunda Islands today. In our experience the majority of local cotton appears to be of the woody perennial shrub-like variety – probably the Asian species G. arboreum. For example, in Kupang Regency, West Timor, and on Ile Api, Lembata, most of the cotton is of the shrubby, perennial form. We have also observed G. arboreum growing in villages at the foot of Gunung Rinjani on Lombok Island.

Two-metre-high Gossypium arboreum growing at Senaru on Lombok at an atitude of 600m
We have also found red cotton with light rust-coloured fibres growing in south Lembata, which may be a reversion to a more hardy ancestral variety (Watt 1907, 28). Rusty fibres are a feature of all wild uncultivated cottons.

Red cotton at Lamalera
Roy Hamilton has found that several different types are known on Flores – both large perennial shrubs that bear bolls sparsely, and smaller annuals. One variety even has seeds that occur in a single lump and may have evolved through human selection. His informants indicated that the shrubby, longer-lived varieties are indigenous, while the smaller, annual varieties are introduced (Hamilton 1984, 59).

Gossypium arboreum growing in the centre of Bena, Ngada Regency

Gossypium arboreum growing in a yard on Ile Api, Lembata.
On Savu, three varieties have been identified (Duggan 1991, 31):
- wèngu adu or wèngu mengeri (G. obtusifolium), not a species but a perennial variety of G. arboreum, considered to be the oldest form of cotton on the island,
- wèngu kehuba or wèngu mea (G. acuminatum), a variety of G. barbadense with red bolls and white fibres, and
- wèngu meku (G. hirsutum), with finer slightly yellow fibres that can be spun into thinner yarn. This is sometimes double-plied and used as a weft.
The seeds from the latter can be removed by hand, but the first two require mechanical ginning with a thin roller.
The Dutch played an important role in diversifying Indonesian cotton stocks. Throughout the seventeenth and eighteenth centuries cotton yarn was one of the commodities included in the Dutch system of forced delivery – local leaders were obliged to plant a certain amount of cotton and after harvesting it, process it into hand-spun yarn for the VOC. By the eighteenth century the most important regions of cotton cultivation in Indonesia were East Java, Bali, Sumbawa, South Sulawesi and Buton Island (Niessen 1993, 12; King 2013, 109).
By the late seventeenth century the VOC was acquiring cotton yarn from across central and east Java, partially as a means of limiting local textile production (Kian 2005, 24). In 1704 the regents in western Java were issued with Acts of Appointment obliging them to stimulate the production of marketable products, one of which was locally spun cotton yarn (Klaveren 1953, 59). In the 1740s the VOC developed cotton yarn into a profitable export business - acquiring hand-spun yarn from Java and selling it in Holland. Batavia set out to increase local cotton cultivation and local regents on Java were issued with annual supply quotas. To guarantee a semi-exclusive supply, tariffs were imposed on the export of cotton yarn to third parties. Even so, the Dutch seem to have been unhappy about the quality of the Javanese cotton plant. In 1763 the Batavia authorities supplied the Semarang government with cottonseed from Coromandel and Makassar, presumably varieties of G. herbaceum, but with limited results – by the late 1770s cotton was still being harvested from the traditional tree-like cotton, probably G. arboreum (Kian 2005, 29).
In Holland the demand for Indonesian cotton yarn soared following the outbreak of the Napoleonic Wars, increasing the need to expand cotton production. From 1779 the authorities in northeast Java and Makassar were ordered to substitute local cotton varieties for Coromandel cotton, with local regents threatened that if they planted Javanese cotton, their crops would be destroyed. Whilst it was reported that only the trials in coastal Java were partially successful they must have had an impact. Over time the northern-central and east coast regions of Java were transformed from producing coarse grade hand-spun yarn to producing fine grade yarn (Kian 2005, 34). This system of forced supply lasted until the arrival of a new governor-general of the Dutch East Indies, Marshal Herman Daendels, in 1808 (Boomgaard 2001, 79). Although a subsequent governor-general, Johannes van den Bosch, introduced a new system of forced cultivation in 1830 - the cultuurstelsel - this did not apply to cotton.
In the second half of the 1800s, American long-staple varieties were imported. In 1860 an attempt to introduce annual varieties of cotton from New Orleans (G. hirsutum) and Egypt (G. barbadense) were unsuccessful, being too labour-intensive (King 2013, 110). In 1861 a G. hirsutum variety from New Orleans was introduced on Borneo (Jasper and Pirngadie 1912, 12). Later, in 1886, the Dutch experimented with Upland cotton imported from New Orleans at their botanical garden at Bogor in West Java (Jasper and Pirngadie 1912, 12). It seems to have gone badly because the variety preferred a dry climate. In 1907 New Orleans cotton was also planted at Demak, north Java, while Sea Island cotton was planted at Sukabumi in West Java. An attempt to grow an Australian long-staple cotton cultivar (developed in Cairns and called Caravonica) on Timor in 1912, and later on Flores, also turned out to be a failure because of its lack of resistance to local pests (Cotton Growing Review 1958, 88).
The finer foreign cotton varieties simply lacked the resilience of the drought-resistant indigenous cotton shrubs. For example, a Dutch administrator on Selayar Island noted around 1914 how well the local cotton was adapted to the island’s natural conditions, surviving in places where no other crop would grow (King 2013, 109-110). Likewise high-quality cotton was produced on the barren Tukangbesi Islands, east of Buton Island, and on the infertile soils of Gorontalo, Sulawesi. Early experiments conducted by the Dutch at Palembang using foriegn varieties proved unsucessful apart from long-staple Bourbon, which was grown as a secondary crop on rubber plantations (A Manual of Netherlands India 1920, 345). Experiments were also undertaken in Central Sulawesi and East Flores (A Manual of Netherlands India 1920, 365 and 371). Cotton cultivation was even introduced to Alor at some time prior to 1920 (A Manual of Netherlands India 1920, 231).
In the 1930s the Dutch colonial government began to encourage local cotton production in the East Indies, especially on Java, at Palembang on Sumatra and, in the Lesser Sunda Islands, on Lombok and Flores (Van der Eng 2007). By then a wide range of varieties must have been imported into the region. In 1933 ten varieties of cotton, which were being cultivated on Java, Flores and the Southeast Islands, were examined by European manufacturers (J. Textile Inst., vol. 24, issue 1). Seven were judged below average: an indigenous variety, Caravonica, and five imported from British India (Cambodia, Zululand, Hybrid, Watt’s Long Staple Ceylon and Watt’s Long Staple Peradenya). Three were more favourably judged, all newly imported: a Sakel and a Zagora from Egypt and a Sea Island from Surinam.
Despite the import of more productive varieties of cotton, government tests were discouraging. Numerous commercial ventures in locations such as Cirebon, Surabaya, Palembang and Flores also ended in failure, due to a combination of adverse climate, pests, crop failure, and low yields. It seems that the local climate favours the Old World species that produce short and coarse fibres rather than the more productive, higher quality New World species. Nevertheless there must have been localised successes. For example in the Tuban region of Java, several annual varieties of G. hirsutum were being grown as a secondary crop in rice paddies and dry fields during the 1980s (Heringa 1991, 54).
Not long after the Japanese attack on Southeast Asia, the Japanese Association for Cotton Cultivation was instructed to make a cotton production plan for the entire region. A five-year expansion in hectarage was targetted for Java, Sumatra, Sulawesi, Nusa Tenggara and South Borneo (Sato 2000, 13). However this was soon seen as insufficient and in 1942 the Japanese Army and Navy launched new Five-Year Plans - the Army being responsibe for Java and Sumatra and the Navy for all other parts of the East Indies:
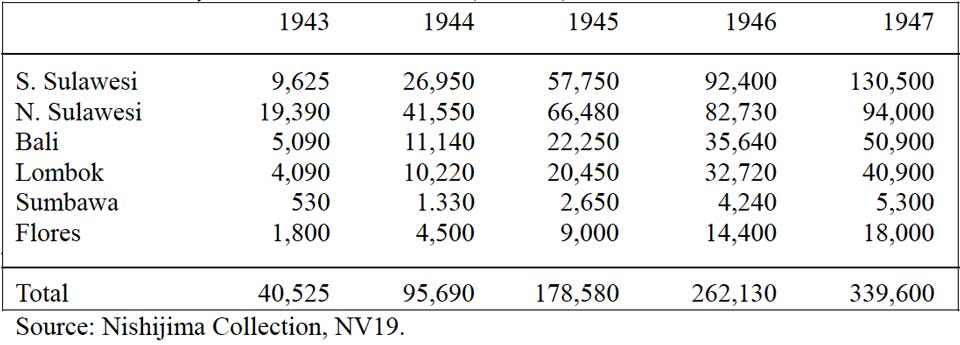
The Japanese Navy's Initial Five-Year Cotton Plan in Hectares
(Source: Sato 2000, 14)
The initial implementation was energetic. The Navy contracted the task of expanding cotton production to nine Japanese private companies. For example four were responsible for Bali, Lombok and Sumbawa, namely Mitsui, Mitsubishi, Kanebo and Nanyo Kohatsu. Swamps and forests were cleared to make new fields and large irrigation projects were implemented using forced labour. In some places cotton was planted in irrigated rice paddies as a secondary crop. In most cases, indigenous authorities such as village chiefs were given production targets, provided with cotton seed and, following he harvest, sold the raw cotton back to the Japanese. However in some locations, the Japanese companies produced the cotton themselves, experimenting to identify the best seed types and cultivation methods (Sato 2000, 23).
On Java, where the target was to increase the cotton hectarage from 30,000 in 1943 to 50,000 in 1944 and 90,000 in 1945, the army achieved 36,062 in 1943, 73,300 in 1944 and were planning to reach 127,500 hectares in 1945. Likewise the Navy planted 54,239 hectares of land in its territories in 1943, 46% over target (Sato 2000, 15). However with increasing food shortages, the Navy soon changed its priorities and instructed the who had been tasked with the expansion in cotton cultivation to abandon their plans and concentrate on food production.
At Sembiran on Bali, the Japanese replaced the traditional kapas Bali (G. arboreum) with a faster-growing new species called kapas tuan (Nabhotz-Kartaschoff 2008, 72). Both have been superseded by a new long-staple variety, locally called kapas lilit. Apparently the Japanese also introduced annual varieties of Gossypium to Flores (Hamilton 1983, 269).
Return to Top
Commercial Cotton Development in Sikka
Some insight into the extensive efforts expended by the Dutch colonial authorities in the commercial development of cotton cultivation in the East Indies can be gained from Joachim Metzner's 1982 agricultural review of just one small geographical area - that of the Sikka region of Flores.
In 1912, a private syndicate was formed to exploit cotton production on Flores - Syndicaat ter Bevordering van de Katoencultuur op Flores. Trial plantings of various varieties from Australia and South America were undertaken at Bebeng, close to Wering on the north coast of Flores close to Maumere. The Sea Island and Upland varieties were found to produce the best quality cotton. With the help of a government grant the syndicate acquired land at Nangahale, in the far eastern part of Sikka, in 1915 (Metzner 1982, 152). Meanwhile a cotton gin was constructed at Maumere.
Because of financial difficulties the syndicate was sold to N. V. Amsterdam Soenda Companie in 1917 and the cotton gin was moved to Nangahale (Couvreur 1924, 29). Cotton prices had soared with the onset of the First World War and the company optimistically believed that they could create a monopoly in cotton production in the Lesser Sunda Islands. However the cotton that they produced at Nangahale , Misir (2km south of Maumere) and at Lela on the south coast was insufficient to run the cotton gin at full capacity. They not only began to purchase additional raw cotton from the native population (at government fixed prices) but encouraged villagers to plant new cotton fields. Given high world prices and the fact that the Australian Caravonica variety of cotton grown on Flores was comparable to the best quality of cotton imported from the USA, the company decided to build a second cotton gin at Ende.
As world cotton prices fell in the early 1920s, the firm struggled to buy fix priced native cotton and sought credit from the government. When this was declined the company was declared bankrupt in 1924 and part of the Nangahale concession was sold to a mission which planted coconut trees.
This, combined with low world prices, led to a loss of confidence in cotton cultivation by the native population of Sikka. Although the government continued to support the cotton price in Sikka, farmers became increasingly less interested in growing cotton as a cash crop. To make matters worse the 1926 cotton harvest was destroyed by an infestation of leafhopper. The government introduced two new hairy-leaved cotton varieties (Peradeniya and Cambodia) but the indigenous population was unwilling to cultivate them. Despite this it was still maintained that with its moist soils and long dry season, the northern coastal region of Flores was ideally suited to the growing of cotton (Mohr 1934, II, 1, 76).
In 1943 during the Japanese occupation, a Japanese company planted Akara variety cotton at Ahuwair, 25km east of Maumere, and Wailiti, just west of Maumere. Once again the crop was destroyed by leafhopper although the 1944 crop was successful.
After the war the cultivation of cotton was given less
attention by the Dutch government, being restricted to sporadic and
small trial plantings at Woloboa in Kecamatan Lekebai and Nangameting
to the east of Maumere in 1949, and at Wairgete from 1958 to 1963.
In 1963 100ha of land near Wairgete was placed at the disposal of the government-owned company PPNT Centra, also known as Kapas Centra althogh its name was changed to PPN Serat (Perusahaan Perkebunan Negara Serat) in 1964. However only 5ha of the 100ha were actually planted with cotton (variety Cambodia). Also in 1963, a government programme called Komando Operasi Gerakan Makmur (KOGM) tasked 1,200 Sikkanese farmers in Maumere (44ha) , Nele (8 ha) , Wetakara (110ha) , Ili (40ha) and Wairgete (26ha) to plant cotton on small land plots, either as pure stands or in combination with maize. The plan was a complete failure - the Sikkanese farmers were unwilling to run the risk of investing so much effort in the cultivation of a single commercial crop. The project redirected its efforts to cultivate cotton on the plain of Mbai in the Ngada region of West Flores between 1968 and 1969 until it was forced to close down entirely in 1970.
In one final attempt, the agricultural service of Sikka conducted more trial plantings at Wairgete , Wolomarang, Pigang (3km west of Maumere), and Nangahure between 1972 and 1975. However no further large-scale planting of cotton has been undertaken in the region.
Cotton Cultivation
The growth of cotton plants is highly sensitive to temperature. Seeds do not germinate, nor seedlings begin their activity, until the temperature rises to 15ºC. Germination is delayed above 38ºC (Reddy et al 2006). In the high mountain villages of the Ngada region, cotton had to be grown at lower elevations in the Soa region (Hamilton 1994, 104).
The cotton plant normally takes from 5 to 9 months to reach maturity. However on Java the kapas java variety of G. herbaceum was reported to mature in 3 to 4 months (Raffles 1830, 148). On Lombok it took 5 to 6 months (Mutsaers 2007, 28). Yet on very dry Savu, G. arboreum is reported to take over one year to mature (Duggan 1991, 31). Each flower of the cotton plant produces around 20 to 25 seeds enclosed in a green seedpod or boll. As the plant matures, the boll splits. This normally takes place around 45 days after the appearance of the flower bud. The cotton is ready for picking two days later. In an entire cotton crop, bolls burst progressively over a period of several weeks.
Because of its inherent ability to withstand drought, the cotton plant is generally cultivated in marginal, drought-prone environments. At the same time it has poor tolerance to waterlogging. In the Lesser Sunda islands this makes it an ideal crop for the hot, dry coasts or for inland valleys, but quite unsuitable for higher altitude mountain climates. Cotton requires some rain during the planting period, but drought is essential during the latter growth phase - especially during the harvest when rain can wash away fibres and encourage rot. It is probably this ecological preference that has led to the evolution of different local economic strategies - coastal communities specializing in weaving and the mountain villages developing prohibitions against weaving (Hamilton 1990).
Cotton cultivation is exclusively a female occupation. It fits easily into the local agricultural cycle and is ideal for dry land that is unsuitable for rice cultivation. Cottonseed recovered from the previous harvest is planted towards the end of the rainy season in gardens and house yards, or sometimes between rows of corn in the maize fields (Adams 1969, 71; Schulte Nordholt 2013, 42). In the latter case the maize is harvested in the early months of the dry season, leaving the cotton to mature. Meanwhile perennial shrubs are cut back to ground level, after which they sprout again - a process that can be repeated for three to five years.
The distribution of rains in the planting season, and of dry weather for picking is not always favourable, as there is much variability in the timing of the wet and dry seasons. Consequently plantings and harvests vary from island to island. During the colonial era planting on Flores was between December and February and picking in the first season was from August to September. Thereafter the cotton was picked twice a year – in April-May and August-September (Hubback 1926, 61). In East Flores cotton is picked in the early part of the dry season, in May and June (Graham 1994, 233). Studies on Lombok and Flores have shown that yields vary significantly depending on the month that cottonseed is sown, November producing the best yield and January the worst (Keefer, Ladewig and Diarini 1996). On Savu cotton is planted in November, just before the rainy season and, depending on the variety, can take either under or over a year to mature (Duggan 1991, 31). On Sumba, where the seasons are later, cotton is harvested in July (Adams 1969, 71).

Ripening bolls on a modern G. hirsutum variety
In the past special rites were conducted at each stage of the cotton-growing cycle - to protect the crop from evil forces and ensure a healthy harvest. In Sikka the preparation of the cotton field was accompanied by various ceremonies, and after sowing the protection of the ancestors was sought with offerings of fish, chicken, rice and betel nut (Tietze 1941, 7-13). In the evening the sowing party held a small feast at which a 'cotton maiden', a young, finely dressed girl of marriageable age, bedecked with chains of cotton bolls, accompanied the dancers (Tietze 1941, 12). To encourage rain during the early growing phase, cotton bolls, rice and fish were wrapped in scraps of ikat and thrown into the sea. Later, to prevent rain spoiling the ripening cotton, they returned to the coast and used their weaving tools as weapons to frighten away the rain serpent. In Ngada, young girls with pure white teeth would join the sowing party, crying out with chants for the cotton to grow as white as their teeth (Arndt 1963, 146).
In the Lesser Sunda Islands, the main areas of domestic cotton cultivation today are on the islands of Flores, Lembata, Pantar and Savu. On Flores, cotton is grown in the 'Iwang Geté highlands of Sikka Regency and the Demon Pagong region of East Flores Regency. On Lembata it is grown in gardens in villages around Ilé Api and on Ata Déi. At Napasabok (formerly Mawa) it is grown about 2km from the village but at Jontona (formerly Baopukang) it is grown in village gardens.

G. arboreum growing in a garden in Jontona, Ilé Api, Lembata
In the past, some raw cotton from Ilé Api was exported to other nearby regions. Weavers in the village of Uma Pura on Ternate Island, situated between Pantar and Alor, could not grow cotton on their rocky island. Instead they took their textiles to Ampera on Alor and bartered them for ceramic pots. The pots were then taken by canoe to Ilé Api, where they were bartered for raw cotton. The exchange rate for one pot was the amount of cotton that could be packed into the canoe. The raw cotton was sailed back to Uma Pura to be processed into textiles (Wellfelt 2014, 6).
There were several other weaving communities, such as Sikka Natar and Lamalera, where the ground was not suitable for cotton cultivation. Raw cotton was therefore obtained through barter from neighbouring villages that were more favourably located (Heerkens, 1944; Barnes 1989, 24). Today the women of Lamalera obtain their raw cotton from Puor.
On Roti there is a general shortage of cotton today and some has to be imported from Ndao. In the past, some cotton was exported to Roti and to Savu from Flores Island (A Manual of Netherlands India 1920, 371).
Cotton grew abundantly on Sumba Island, according to a 1780 report by Willem van Hogendorp, an administrator from Batavia (Roo van Alderwerelt 1906, 239). It was bartered with the Endenese, Butonese and Makassarese for blue linen, handkerchiefs and rifles. In the early 1820s Johannes Olivier reported that the main product of Sumba was raw cotton, which was abundant everywhere (1828, 303). In 1846, D. J. van den Dungen Gronovius, the Dutch Resident at Kupang, reported that the islanders diligently tended their gardens and that the women were responsible for planting cotton, which was primarily intended for their own use (1855, 227, 296 and 301). Samuel Roos, who served as the first Dutch controleur on Sumba from 1866 to 1873, reported that the island’s soil was very suitable for cotton culture and that the cotton produced was of a superior quality. Cottonseeds were planted at the start of the rainy season in the last days of November or the first days of December (Roos 1872, 24). The plants first appeared during the middle of the west monsoon and from June onwards the raw cotton was picked continuously. In November the plants were cut down to the ground to prevent infestation by caterpillars. However when the Dutch naturalist Karel Dammerman visited in 1925 he discovered that despite having been cultivated widely in the past, the planting of cotton had almost ceased (Dammerman 1926, 65). The Dutch civil-servant-cum-ethnologist Christiaan Nooteboom, who spent over one-and-a-half years in East Sumba in the mid-1930s, reported that cotton previously grew in the whole east coast region but, by the time of his stay, its cultivation had almost disappeared (Nooteboom 1940, 86). Spinning wheels were no longer used to spin raw cotton but to reel factory-made yarn instead. Today, there is now a widespread shortage of cotton in East Sumba, so weavers who still wish to use hand-spun yarn must source their raw cotton from West Sumba, Savu or even Nusa Penida.
This is somewhat ironic given that the Indonesian Ministry of Agriculture Plantations Department has chosen Sumba as the National Cotton Centre (Pusat Kapas Nasional), where farmers from all over Indonesia will be trained in high-technology cotton cultivation. There are currently three commercial plantations cultivating cotton on the flat coastal plains of East Sumba - the largest, founded in 2006, at Laipori, Kecamatan Pandawai, and the others at Ngohung, Kecamatan Kahaungu Eti, and Lawila, Kecamatan Pahunga Lodu (Vel and Nugrohowardhani 2012; Vel and Makambombu 2013). They are all operated by PT Ade Agro Industry (AAI), a subsidiary of PT Adetex, in Bandung, and grow modern American G. hirsutum varieties using a system of centre-pivot irrigation. The primary product is high quality cottonseed, the cotton fibre being shipped to the parent company in Bandung for processing into commercial cotton.
Return to Top
The Physical Properties of Cotton Fibre
The quality of raw cotton depends upon its purity, maturity, appearance and fibre properties. Although these factors are crucially important to the modern mechanised spinning and weaving industry, they are also relevant to the quality of hand-spun and hand-woven cotton.
Purity depends on the level of contamination by leaf matter, husks, bracts, stems, soil, etc. It depends on growing conditions, the harvesting process, and the extent to which impurities have been physically removed from the fibres before spinning. Generally hand-picked cotton contains far less trash than mechanically harvested cotton. Maturity requires the fibres to be fully grown. Immature fibres are weak, generate neps and naps, and do not dye evenly (Guthrie, Watson and Hake 1993).
Appearance depends on the lightness or high reflectance of the fibres and on the absence of yellowness. Reflectance is reduced by fungal growth and weathering, the latter moisturising the lint. Yellowness is caused by long exposure to moisture or by the premature halting of growth due to drought.
The preferred physical properties of raw cotton relate to fibre length and uniformity of length, both of which determine spinnability, and fibre fineness, strength and elasticity, all of which determine quality and durability.
Cotton fibres are classified as staples - short coarse fibres. Long fine fibres such as silk are called filaments. With cotton, the longer staples are usually finer and stronger than the shorter staples. Finer fibres are preferred because coarser fibres are harder to spin. Staple fineness and length essentially determine the ability of the fibres to hold together in yarn – since long-staple cotton produces a finer and stronger yarn, each fibre has a relatively higher surface area and will traverse more twist in the yarn, creating more surface friction. There will also be fewer breaks between fibres.
Fibre length is primarily determined by the cotton variety, but is also influenced by temperature, rainfall, soil quality and the time of harvest. Unfortunately precise definitions vary, but one cotton trader specifies short-staple cotton as having an average fibre length of less than 25mm, long-staple cotton having a range from 28 to 35mm, and extra-long-staple cotton exceeding 35mm (Roche 1994, 56-57). The Old World cottons are short-staple species whereas the New World cottons are long-staple species. Indeed G. hirsutum qualifies as an extra-long-staple species and consequently accounts for over 90% of world cotton production today, being the most productive and having the best fibre properties. G. barbadense accounts for around 5% of world production.
Uniformity of fibre length is also important because fibres with a relatively similar length can be spun into a stronger more uniform yarn.
The strength of cotton depends on both the variety and on the fibre growth and development. Measurements indicate that fibre strength is correlated to wall thickening. Even so, the breaking strength of single fibres is not radically different between species - the Old World G. arboreum is around 10 to 15% weaker than the two New World species, yet the former has coarser fibres as a result of secondary wall thickening. It must be that the secondary wall in G. arboreum has a weaker polysaccharide structure than that in G. barbadense (Benedict et al 1999, 283).
Species |
Fibre |
Fibre Cell |
Micronaire |
Single Fibre Strength |
Bundle Fibre Strength |
G. arboreum |
18.8 |
8.89 |
7.50 |
6.23 |
17.5 |
G. hirsutum |
29.2 |
5.90 |
4.50 |
6.86 |
39.8 |
G. barbadense |
32.5 |
5.92 |
4.23 |
7.20 |
48.1 |
However bundle fibre strength – the force required to break a bundle of parallel fibres – is a better measure of yarn strength, because it is affected not only by single fibre strength, but also by fibre interactions, which in turn are determined by fibre length, friction and degree of twist. It is reported in grammes per tex, a tex being the linear density of the fibres measured in terms of the weight of 1,000 metres of fibre. It turns out that short, coarse cottons such as G. arboreum have a low bundle strength - less than half that of the long, fine New World cottons. This is because short coarse fibres have less surface area in contact with each other than long fine fibres.
An important indicator of yarn integrity used in the commercial cotton industry is micronaire - the air permeability of a constant mass of cotton fibres compressed into a fixed volume. The resistance to airflow is related to the surface area of the fibres, which in turn is a function of both fibre fineness and maturity. Fine fibres have a high surface area to weight ratio, but so do immature fibres that have not yet filled out. Low micronaire cotton, with an index of 3.4 or below, can have very fine fibres but is more likely to contain immature fibres, which not only give rise to neps when the cotton is ginned but also do not dye evenly. High micronaire cotton, with an index over 5.0, tends to be coarse, meaning that it cannot be spun into a fine yarn. The standard range is from 3.5 to 4.9, but the premium quality range is from 3.7 to 4.2.
Return to Top
The Morphological Structure of Cotton
Cotton fibres are mainly composed of alpha-cellulose, varying in content from 88 to 96.5% (Goldwaith and Guthrie 1954). The non-cellulose components are either located on the outer layers (the cuticle and primary cell wall), or inside the lumen - whereas the secondary cell wall is purely cellulose (Hsieh 2006, 3). The non-cellulose components consist of proteins (1.0-1.9%), waxes (0.4-1.2%), pectins (0.4-1.2%), inorganics (0.7-1.6%), and other substances (0.5-8.0%). The primary cell wall contains less than 30% cellulose and this cellulose is composed of shorter polymers than those found in the secondary cell wall.
A cotton fibre grows in two stages in an orderly, precise pattern. The first stage begins on the day of flowering, when cells on the surface of the ovule (the unfertilised seed) start to elongate outwards. Over the next 16 to 20 days the fibre elongates to its full length as a thin-walled tube. As it matures over the following 25 to 30 days the fibre wall increasingly thickens. Unlike a tree, the cotton fibre grows inwards from the outside – growth rings are laid down inside the previous day’s growth. These cellulose growth rings are deposited helically at different angles, giving the fibre strength. As the boll reaches maturity these layers almost close in the centre or lumen of the fibre (Hake, Bragg, Mauney and Metzer 1990).

Cross-section of a stained, swollen cotton fibre showing daily growth rings
(Bailey, Tripp and Moore 2013, 434)
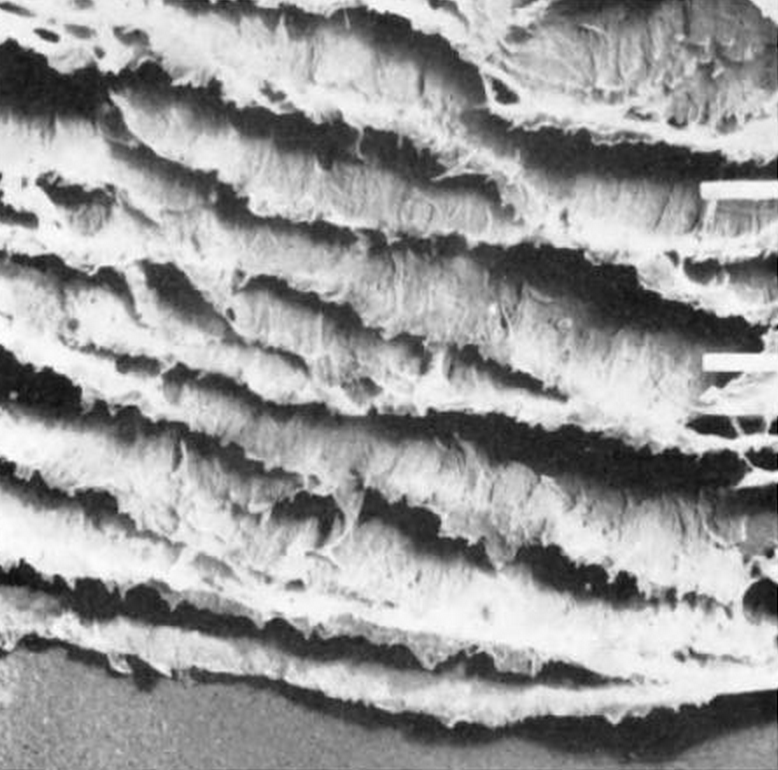
Detail of the separation of the secondary walls
(Bailey, Tripp and Moore 2013, 436)
A natural mature cotton fibre has a very thin outer cuticle, a thin primary wall, a much thicker secondary wall, and a central cavity called the lumen:
Schematic structure of the cotton fibre (Seagull and Alpspaugh 2001)
The waxes, pectins and proteins in the cuticle protect the fibre from mechanical or chemical damage. As the fibre grows it hardens from an oily film into a varnish.
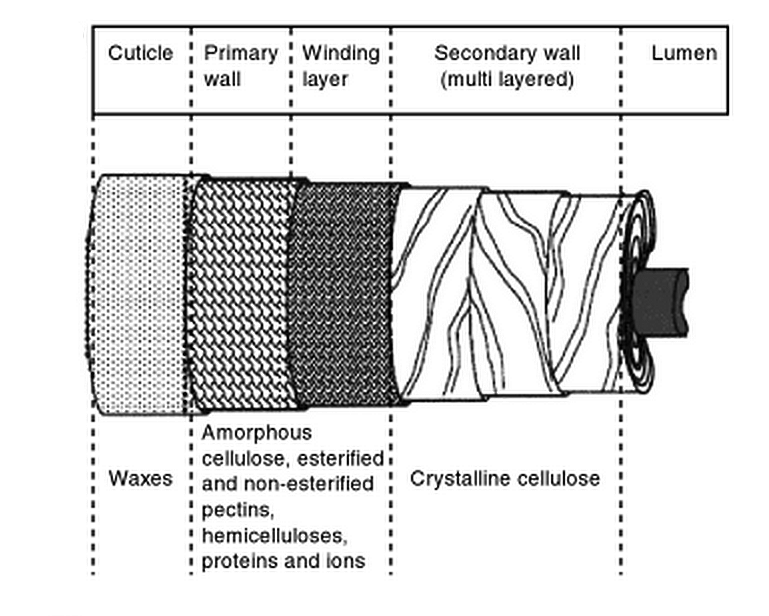
Composition of fibre layers (Dochia, Sirghie et al 2012, 15).
The primary wall has a felt-like reticular structure composed of criss-crossing spiral bundles of micro-fibrils (small strands of cellulose) with very fine capillaries in between.
The secondary wall makes up the bulk of the fibre. It has concentric spirals of fibrils that change their direction of rotation at frequent intervals along the fibre length. Consequently the spirals run in both clockwise and anticlockwise directions and at different angles to the fibril axis. It is this spiral network of fibres that provides both the mechanical and tensile strength of the fibre.
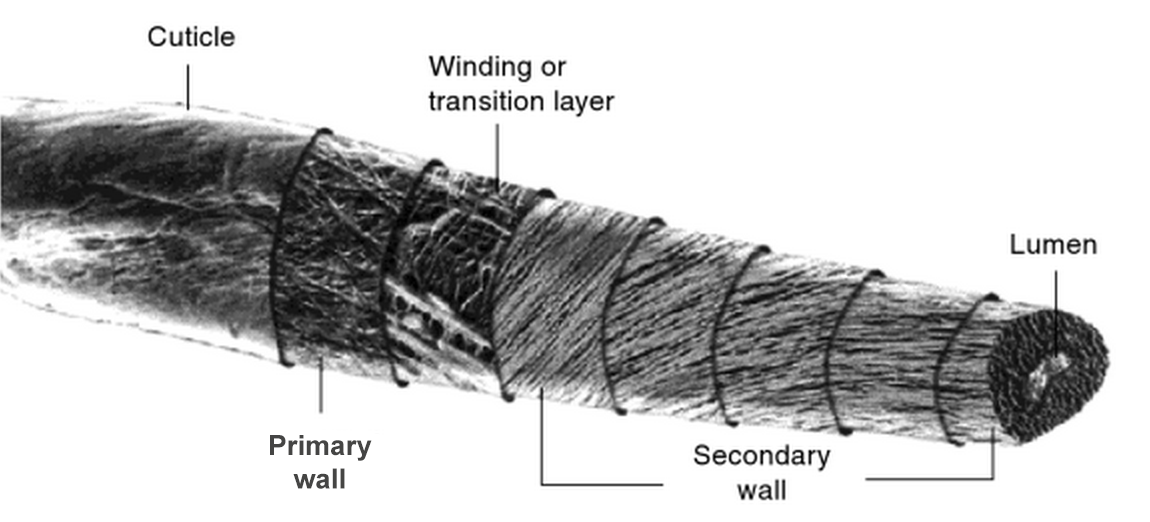
Cotton fibre morphology (Dochia, Sirghie et al 2012, 15).
The winding layer is a thin network of fibrils, which sheaths the secondary wall and constrains its diameter. As the cell grows it is forced to extend lengthways, rather than become broader (Paiziev and Krakhmalev, 2009).
In a growing fibre the central lumen occupies about one third of the area of the cross section of the fibre. It is filled with fluid which carries nutrients to the growing fibre and also contains the cell nucleus and protoplasm. After drying, its contents evaporate and it becomes a void, shrinking to about five per cent of the cross-section area.
When filled with moisture a cotton fibre attached to its seed maintains its tube-like form. However once the boll bursts air-drying causes the cell wall to collapse, leaving a twisted ribbon-like structure with a kidney-shaped cross-section. The cylindrical shape of the fibre does not return following re-immersion in water.
The twists, which are both clockwise and anticlockwise, are called convolutions and there are about 60 to 120 of them per centimetre. These convolutions give cotton a flat and uneven fibre surface, which increases inter-fibre friction and enables cotton fibres to be spun so that they interlock. Spinning draws out the short fibres from the mass of cotton and twists them together into a long, continuous thread that has a much higher tensile strength than an individual fibre.
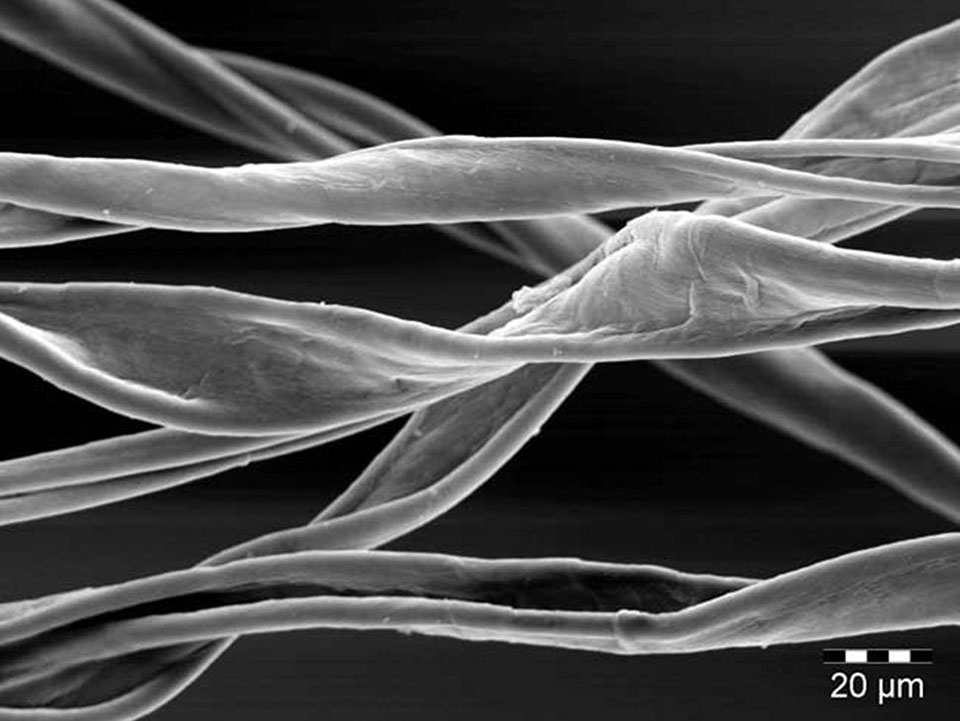
Electron microscope image of twisted cotton fibres
Healthy raw cotton is a natural creamy white, but turns yellow with ageing as heat and ultra violet light bring about limited degradation.
Return to Top
The Molecular Structure of Cotton
Cellulose is a linear polysaccharide polymer consisting of a long single chain of glucose molecules. The repetitive unit is actually cellobiose, a joined pair of glucose molecules, one inverted relative to the other:
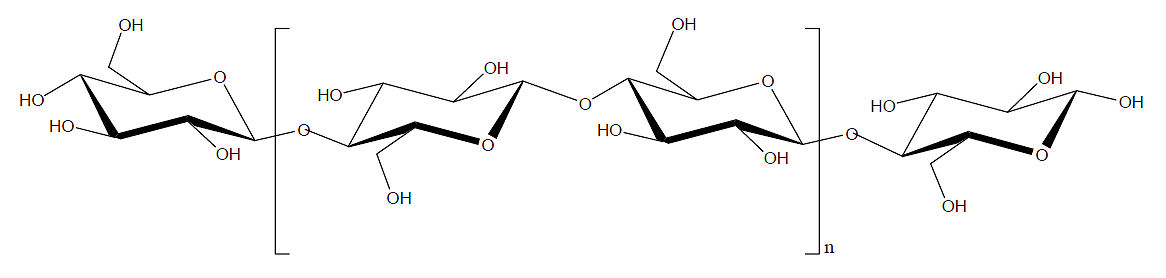
The structure of cellulose polymer showing the cellobiose monomer
The degree of polymerisation (DP) is the number of monomers within the polymer. There are from 9,000 to 15,000 glucose molecules in a cellulose polymer of cotton.
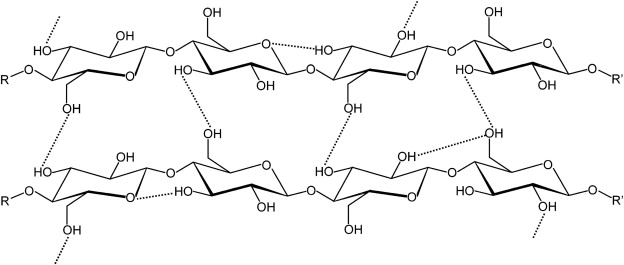
The cellulose molecule has a strong tendency to form intra-molecular (within the same molecule) and inter-molecular (between neighbouring molecules) hydrogen bonds. The intra-molecular hydrogen bonds are the main reason for the stiffness and rigidity of the cellulose molecule.
The chemical and physical properties of cotton are as much dependent on the supra-molecular structure of cellulose as on its molecular structure. Thanks to the hydrogen bonding between the hydroxyl (OH) groups in each glucose unit, each single polymer chain of cellulose is linear and aligned parallel to the fibre axis. Each cotton fibre consists of micro-fibrils aligned in parallel, each micro-fibril composed of a multitude of linear polymer chains aligned and held together by hydrogen bonding – the three hydroxyl (OH) groups in each glucose unit form weak bonds with the hydroxyl groups in the adjacent cellulose polymer.
One of the most important properties of cotton is its water-absorbing capacity. As cotton absorbs water it swells up to only 1% along the fibre axis but up to 40% of its diameter in the transverse direction. The tensile strength of undegraded cotton can be 10 to 30 times higher when wet than when dry.
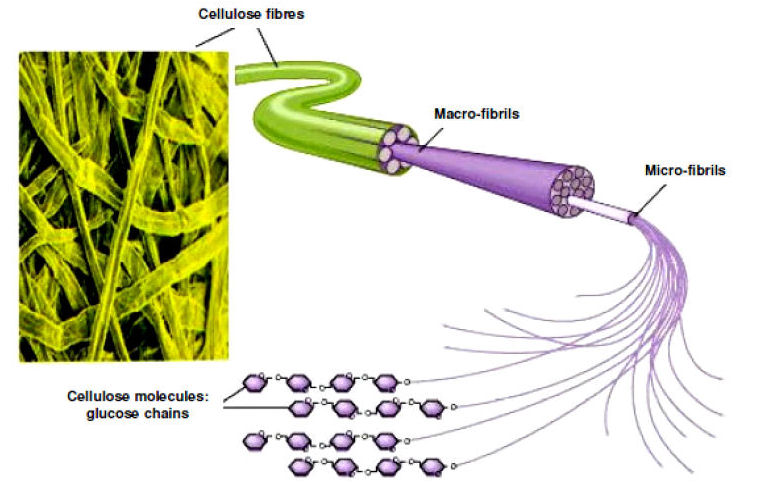
Within each cotton fibre every bundle of micro-fibrils contains a macro-capillary system. At the same time each micro-fibril contains a micro-capillary system. It is these two capillary systems that are responsible for the swelling and absorption processes that are so important for the wetting, dyeing and finishing of cotton. On the other hand cotton has very low elasticity because the polymer chains are linear and cannot be stretched without breaking chemical bonds.
Cellulose is remarkably stable with regard to temperature. Heating cotton cellulose up to 120°C drives off moisture without affecting strength (Hsieh 2006, 6). Above 200°C it loses water from the degradation of the hydroxyl groups. Above 250°C it first begins to break down into water, carbon monoxide, carbon dioxide and carbon, then later into volatile organics and tar. At 450°C only char remains.
Return to Top
The Picking and Processing of Cotton
After the cotton bolls are picked, the raw cotton must be cleaned and the black seeds must be removed from the fibres - a process known as ginning. This can either be done manually – using the fingers or a hard surface and a shell or thin rolling pin – or mechanically. In the latter case the cotton fibre is fed between the two opposing, adjustable wooden rollers of a mechanical hand-operated gin, which pull the fibres away from the seeds. At Sikka it took five days to gin enough cotton to make a sarong (Heerkens, 1944).
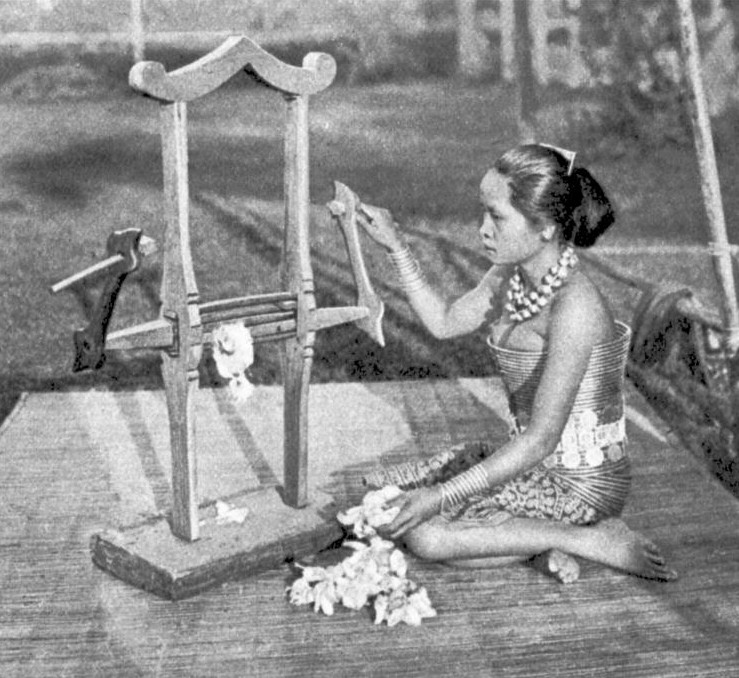
Iban Dayak woman using a pemigi gin (Hose and McDougall 1912, pl. 118)

Cotton processing at Laura, West Sumba, in the early 1920s
Ginning can introduce tangles into the fibres that are difficult to remove and spoil the spun yarn. These tangles of fibre are called neps if they are small, or naps if they are large clumps or matted clusters. Studies have shown that thin-walled fibres are more likely to nep than thick-walled fibres, and that the majority of nep fibres are actually immature. Although some of these imperfections can be removed by carding, the only real solution is not to harvest immature cotton.

Cotton gin or ngeung from Sikka Regency (Powerhouse Museum, Sydney)

Ginning using a roller and a piece of turtle shell, Savu
Local names for mechanical gins |
|||||
Adams 1969, 71; Barrkman 2013; Barnes 1989, 25; Jasper & Pirngadie 1912, 320; |
|||||
Toba Batak |
pipisan |
Java |
gilingan |
Lembata |
béa |
Karo Batak |
djintira |
Sunda |
hindeusan |
East Sumba |
nggihu |
Palembang |
pipisan |
Madura |
pénggiligan |
West Timor |
baling |
Sarawak |
pemigi |
Bali |
pemipisan |
Timor Atoni |
bnisis |
Borneo |
gilingan |
Lio of Ende |
ngeu |
Timor Tetum |
ai ledu |
Makassar |
atadura |
Sikka |
ngeung |
Kemak |
ai dedun |
After ginning, the cotton fibre is cleaned again and dried in the sun. The fibres are next fluffed up, separated and aligned by beating them with a pair of sticks or with a simple vibrating wooden bow. In Sikka Natar the women did this together with a cane stick in each hand, beating rhythmically. Known as toetoe kapa, it gave a unique sound to the entire village (Heerkens 1945).

Fluffing ginned cotton with a bow, East Sumba
The small blankets of fluffed cotton were then wound around a porcupine quill hairpin to make small cylindrical cigar-shaped rolags ready for drop spinning. Although this is no longer done in Sikka Natar today (other than as a demonstration for tourists), a similar process utilising a bow instead of sticks continues in villages such as Watublapi and Doka in ‘Iwang Geté. Bows are also used in East Flores, East Sumba and Savu. In some villages, such as Léwotala in East Flores, the cotton is carded – a process that draws out the fibres and aligns them in preparation for spinning (Graham 1994, 233).
Spinning is the crucial process of converting cotton staple fibres into useable continuous yarn. However spinning cotton is harder than spinning other materials such as flax or sheep’s wool because the fibres are short and fine. Normally the spinning process requires around 80 to 100 fibres per cross-section of yarn to hold it together and give it strength.
In the Lesser Sunda Islands cotton was traditionally spun using a wooden gravity or drop spindle, as it still is in the less-developed areas such as Lembata and Savu. The drop spindle consists of a round spindle or axle and a lower whorl, both often made of a hard wood or some other heavy material to store angular momentum. At Lamalera they sometimes use the vertebrae of a shark or old cotton reels instead (Barnes 1989, 25), whereas on Timor they sometimes use seashell or iron nuts (Cunningham et al 2014, 92).
The top of the axle is normally carved with a notch, so that the finished yarn can be looped to stop it slipping while the next length of fibres is spun. On islands such as Lembata, where drop spinning is still widespread, women will leave the house carrying a supply of cotton so that they can spin while walking to the fields or to the barter market.


Women drop-spinning at Ile Api, Lembata, and Ledatadu, Savu

Group of women drop-spinning at Dikesare, Lembata
Local names for drop spindles |
|||||
Adams 1969, 71; Barnes 1989, 25; Crawfurd 1820, 167; Duggan 2001, 93; Maxwell 1990, 158; Niessen 2009, 431, Van Vuuren 2002, 189; Vatter 1932, Yeager 2002, 61. |
|||||
Sumatra Batak |
ordong |
Kedang |
ehang |
Selaru |
sulkakau |
East Flores |
keturé |
Timor Dawan |
ike |
Roti |
ina |
Adonara |
sënurä |
Timor Tetun |
kida |
Savu |
heru |
Solor |
tênurä |
Yamdena |
sule alun |
East Sumba |
kindi |
Lembata |
keduka, edang |
Fordata |
sula, sulkaan |
Lio of Ende |
gai'e |
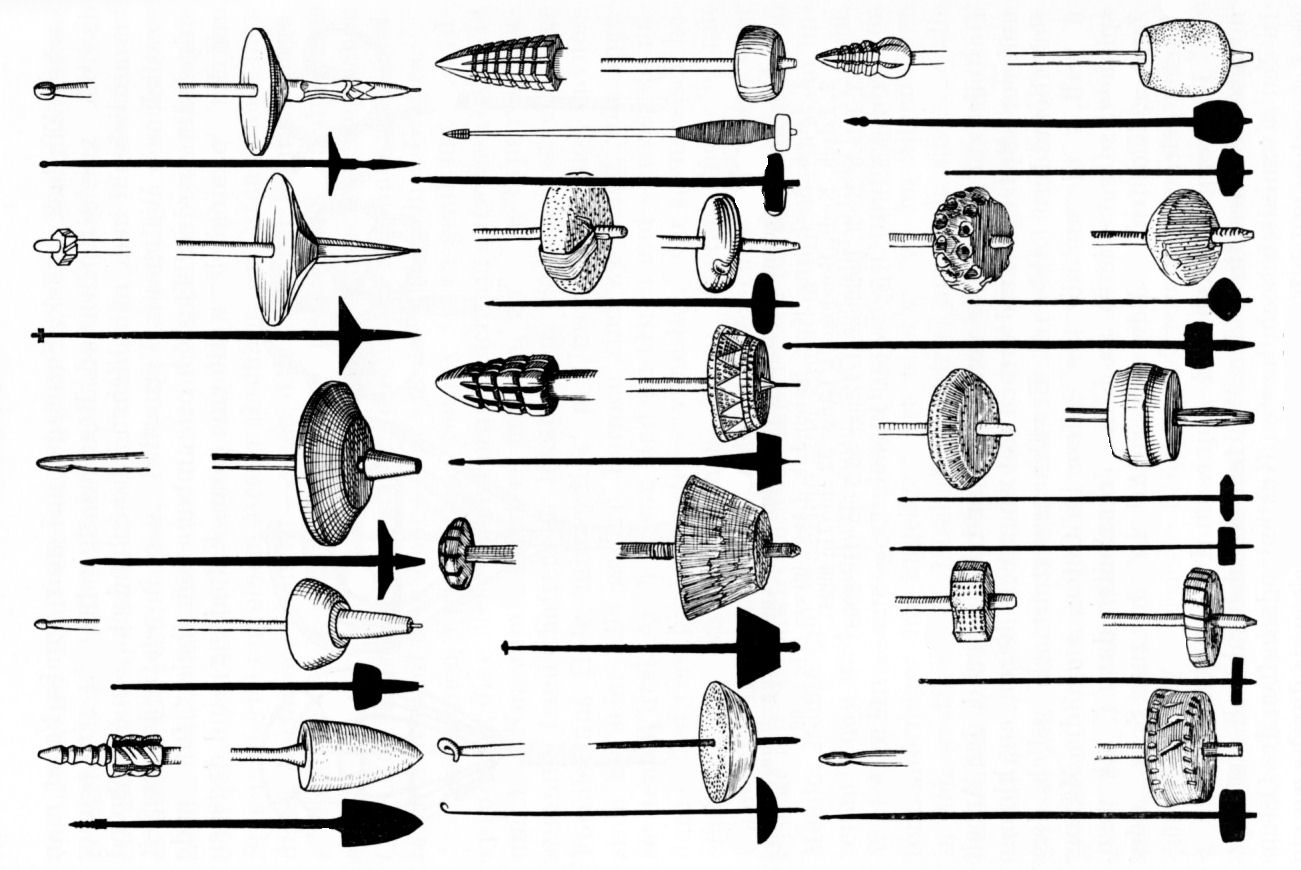
Some of the drop spindles collected by Alfred Bühler during his 1949 Sumba expedition
The spindle is normally held delicately in the right hand, with the rolled cotton cigar-shaped rolag in the left. Some women allow the spindle to drop freely, while others support it in various ways, such as in a basket or bowl. On Savu drop spinning is normally done seated with the spindle supported by a plate or basket. Giving the spindle support significantly reduces the tension in the yarn and makes it possible to spin a finer thread (Kroll 1981, 38). The same effect can be achieved by using a lighter spindle.
The spindle is twisted between the index finger and thumb. Fibres are gently eased from the cotton bundle as the spindle is twirled and as the spun yarn gets longer, the spindle drops towards the ground. The spinner then undoes the loop, winds the spun yarn onto the lower part of the spindle, re-loops the yarn around the notch and repeats the process. Once the spindle is full of spun yarn it must be unwound. This is done by holding the spindle between the toes while pulling the spun yarn upwards and winding it into a hank or ball.

Unwinding a drop spindles at Napasabok, Kecematan Ile Api, Lembata Island
In Sikka Natar a woman could spin about a metre of yarn with ten twists of the spindle (Heerkens 1944). It took four weeks to spin sufficient yarn for a sarong. On Timor it could take two months to spin sufficient yarn for a selimut blanket (Schulte-Nordholt 1971, 42). The Batak spun cotton using a wheel, reserving the drop spindle for plying their wheel-spun threads (Niessen 2009, 431).
In the Tanimbar Islands, spinners replace the cigar-shaped rolag with a handful of loose fibres held in a spinning basket with a narrow neck and collar (Van Vuuren 2001, 36-37). They grasp the basket between their third and fourth fingers while pulling out fibres between the thumb and forefinger. Some attach a smaller basket of chalk and ashes to the spinning basket, so that they can dip their fingers into the mix to stop them becoming slippery.
In some villages weavers use a spinning wheel rather than a drop spindle. It is possible that spinning wheels were introduced before the arrival of the Dutch, perhaps by maritime traders from Java or Makassar. Sanskrit sources suggest that it was introduced into the Malay Peninsula from India, and reached South Sulawesi and Maluku by 1600 (Clarence-Smith 2011, 141). Islamic scholars from Maluku seeem to have been responsble for introducing it to Muslim communities on Alor and Pantar shortly thereafter (Rodemeier 2012, 40).
By 1815 the jantra spinning wheel could be found in every cottage on Java (Raffles 1817, 86 & 168). In 1808 the two districts of Surabaya and Gresik had almost 23,000 spinning wheels shared among 45,000 families – one for every two families (Kian 2011, 295). It is interesting that jantra or jentera, the Malay word for spinning wheel, seems to be derived from cakra, the Sanskrit for wheel, which is also the source for the Urdu and Persian word charkha (Oxford English Dictionary).
Local names for spinning wheels |
|||||
Adams 1969, 71; Barnes 1989, 25; Crawfurd 1829, 167; Jasper & Pirngadie 1912, 320; Maxwell 1990, 158; Nabholz-Kartaschoff 2008, 73; Niessen 2009, 543; Suzuki 2003, 170; Yeager 2002, 61. |
|||||
Sarawak |
gasing |
Lampung |
tingkiran |
Nage |
jata |
Borneo |
jintera |
Bugis |
tingkere |
Ende Lio |
jata |
Acheh |
djeureukha |
Makassar |
tingkere |
Sikka |
jata/ola ojang |
Gayo Sumatra |
cerka |
Sunda |
kinchir/jantra |
Lembata |
tenulé |
Batak Toba |
sorka |
Madura |
kantain |
East Sumba |
ndataru |
Batak Karo |
serka |
Java |
jantra/jontro |
Timor |
bninis |
Minangkabau |
kintjie |
Bali |
jantra |
Fordata |
putal |

Toba Batak sorka, Tropenmuseum, Amsterdam
In the Lesser Sunda Islands, spinning wheels were introduced into the most important trading centres such as Singaraja, Labuan Haji, Sumbawa Besar, Bima, Ruteng, Sikka, Ende, Larantuka, Solor and Waingapu. The late arrival of such devices may explain why the regional terms used for the spinning wheel are generally similar across Flores despite the wide diversity in the terms applied to drop spindles (Maxwell 1980,143).

Karo Batak women spinning cotton on a serka spinning wheel, undated
(Image courtesy of the Tropenmuseum, Amsterdam)
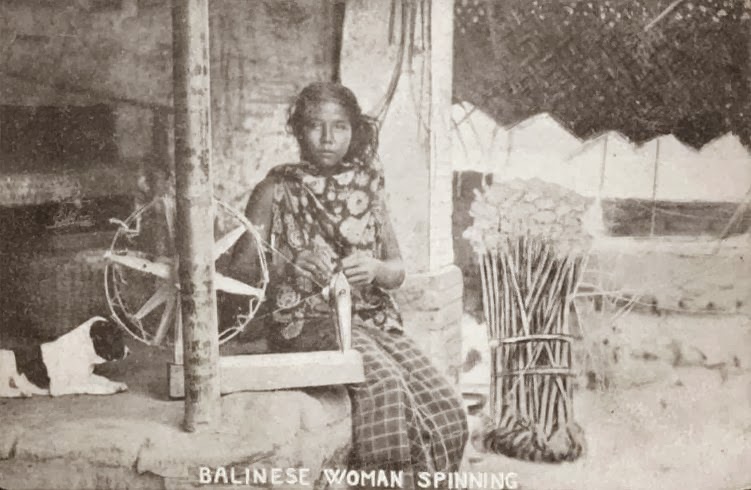
Balinese woman sitting beside her spinning wheel, about 1910

Spinning cotton on a simple spinning wheel, Doka, ‘Iwang Geté, Sikka Regency
It is interesting that spinning wheels are not generally used in those regions that were more isolated such as Nagé-Keo, Lembata and Savu (Maxwell 1990, 158). Barnes found that the spinning wheel was not used in the Lamaholot region apart from Lobe Tobi and west Solor (Barnes 1989, 14). However it is used in the Ile Mandiri region today. In the case of Lamalera, Barnes hypothesised that the absence of the spinning wheel could be down to the weavers spending a considerable time walking from village to market and therefore needing to spin their cotton on the move (Barnes 1989, 26).
Spinning wheels in the Lesser Sunda Islands are all hand-operated with a single drive wheel, which powers the fast spinning bobbin via a cord. The spinner sits on the ground beside the wheel, holding the cotton fibre in her left hand, leaving her right hand free to turn the wheel. One end of the bobbin spindle is supported between the big toes on the spinner’s right foot. The spinner attaches a few fibres to the tip of the bobbin and turns the wheel while paying out fibres with her left hand, drawing out the yarn to arm's length. The skill is to coordinate the speed of feeding out the fibres with the speed of the bobbin’s rotation. Once the tip of spindle is covered with yarn, the drive wheel is reversed to unwind the spun yarn, and then wound forward to rewind the yarn onto the main part of the spindle.
Generally, spinning wheels are used for producing coarse or medium gauge yarns. Fine yarns need to be hand-spun using the drop spindle.

Holding the spinning wheel spindle between the toes in the Lio village of Nggela, Ende Regency, Flores Island
When the drop spindle or wheel bobbin is full it must be unwound into a ball or directly onto a stretcher. The newly spun yarn is curly and uneven and needs to be stretched to straighten it and to set the twist. It is therefore wound from the ball (or sometimes directly from the spindle or bobbin) onto a niddy-noddy stretcher. By counting the number of winds, the weaver can work out the length of yarn required to warp-up the loom. After stretching, the yarn is removed as a skein.

Winding spun threads on a niddy-noddy or lore on Savu Island
As already mentioned, cotton fibre is almost (95%) pure cellulose, covered with an oily-waxy coating. The latter must be removed to permit wetting and dyeing. This process of scouring is achieved by boiling the skeins of spun cotton yarn in an alkaline mixture of water and wood ash for at least two hours. They are then hung out to dry. For the best alkali, weavers prefer to use ash from the fruit shells of Sterculia foetida, or wood from either jungle flame (Ixoria coccinea), kesambi (Schleichera oleosa) or tamarind (Tamarindus indica)(Cunningham et al 2011).
Generally the yarns are starched before dyeing. This can be done by immersing them in a bath of grated cassava, fine stamped rice flour, or a paste of roasted maize (Adams 1969, 71; Barnes 1989, 27). In parts of Tanimbar they use seaweed instead (Van Vuuren 2001, 37). In some places burnt lime is also added to assist the later morinda mordanting process (Barnes 1989, 27). The skein of yarn is then dried and placed on a swift so that it can be wound into a ball. If the weaver needs a coarser thread composed of two or three parallel yarns, for a weft for example, two or three skeins can be hung on the swift and wound off into a single ball (Van Vuuren 2001, 37). For other tasks, weavers sometimes prefer to use a twin plied thread, which is coarser but also stronger (Yeager and Jacobson 2002, 62). Plying is less demanding than spinning and is often delegated to younger girls who are still learning to weave.
At Lamalera they sometimes rubbed the sized yarn with the husks of coconut to pre-oil it (Barnes 1989, 27). In West Timor they sometimes lubricated it with beeswax (Yeager and Jacobson 2002, 62).
The quality of the finished yarn depends partially on the quality and variety of cotton used, but mainly on the skill of the spinner. Experienced spinners can produce amazingly smooth fine-gauge yarn that can only be distinguished from machine-spun yarn under the microscope (Adams 1969, 71; Van Vuuren 2002, 37). A nineteenth-century report pointed out that the finest British machine-spun cotton had a diameter of 52 micrometres, whereas the finest hand-spun cotton from British India had a diameter of 25 micrometres (Temple Bar Magazine, November 1861, 437).
In the Indonesian language, hand-spun yarn is called benang pintal (spun thread) whereas machine-spun cotton is called benang toko (shop thread). Plied yarn is called benang gintir, while sewing thread is benang jahit.
Return to Top
Single Yarn and Plied Yarn
In Eastern Indonesia, cotton is normally z-spun (R. H. Barnes 2004, 365). This is the yarn that a right-handed person would normally produce by twisting the spindle in a clockwise direction.
Such yarn is called a single-ply yarn or single because it only has a single spun element with the fibers arranged helically around the yarn axis. The twist level is the number of twists per unit length, measured in twists per inch (tpi) or twists per metre (tpm).

S- and z-spun yarns
Singles are inherently unstable because the fibres within them are under torsional stress and want to return to their unstressed state - in other words unwind. The yarn is said to be 'twist lively'. Indeed, too much twist can cause the yarn to snarl or twist about itself.
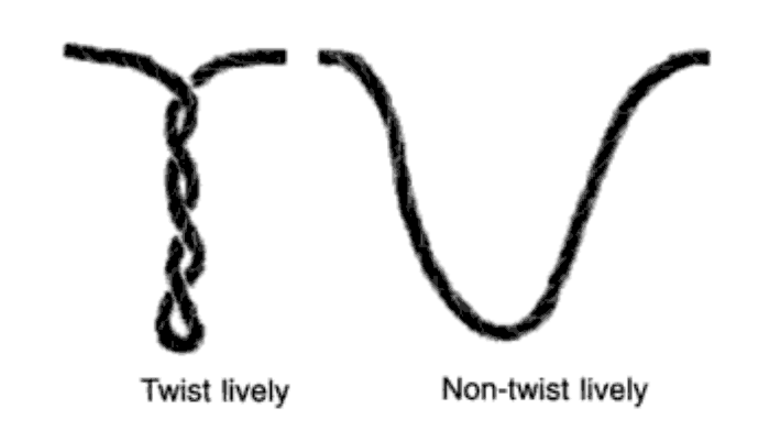
Twist lively and non-twist lively yarns
A balanced yarn is one which contains no torque and therefore has no propensity to unwind. It can be produced by twisting two or more singles around each other, a process known as plying but sometimes called doubling. A plied yarn has quite different physical properties than those of its component singles, properties that are determined by the direction and level of the ply twist.
The ply twist direction is usually opposite to that of the singles yarn. Thus two z-spun singles can be s-spun into a two-ply z2s yarn, while three z-spun singles can be s-spun into a three-ply z3s yarn and so on. A fully balanced plied yarn is one in which the torsional stress in the singles is counter balanced by the opposite torsional stress in the plied yarn. Balance twist is normally achieved when the ply twist is approximately two thirds of the singles yarn twist (Hunter 2007, 270).
Plying with an s-on-z twist produces a plied yarn in which the fibres in the constituent singles appear to lie approximately parallel to the plied yarn axis. This gives the plied yarn a smooth and lustrous appearance compared to the singles yarn (Lawrence 2003, 358).
One of the most desirable features of plied yarns is their very low irregularity
as compared with a singles yarn of the same count. This is brought about by thick
places in one singles component tending, on average, to offset thin places in the other (Lawrence 2003, 358).
Regarding yarn strength, it is universally agreed that a plied yarn will be stronger
than a singles of the same fiber type and yarn count (Lawrence 2003, 358). This is because, with a plied yarn, there are initially fewer fiber lengths projecting as hairs from the singles and, when plied, many of the hairs are bound into the plied structure. More importantly, thin places are weak places and, as noted earlier, the two singles compensate for each other’s irregularity. What is not necessarily the case is that the strength of a plied yarn is twice that of its constituent singles, and this is because the singles do not fully compensate for their differences in irregularity.
Commercial Machine-Spun Cotton
The technology of spinning cotton by machine rather than spinning wheel was developed in Britain in the eighteenth century.
It began in 1764 with James Hargreaves’ invention of the spinning jenny, a hand-operated spinning frame with multiple spindles, quickly followed by Richard Arkwright’s water-powered spinning frame in 1768, which was based on spinning rollers, and by Samuel Crompton’s spinning mule in 1779, which used a spindle carriage. The automatic spinning mule arrived later in 1824. The first water-powered cotton mill opened at Cromford in Derbyshire in 1771, the second in Nottingham in 1772. The latter was converted to steam power in 1790 (Black 2008, 45-46). The first American mill opened at Pawtucket, Rhode Island, in 1793, based on British technology (Hood 2003, 82). British merchants began exporting machine-spun cotton to Southeast Asia in 1817 (Schoen 2009). By the 1830s the cotton mills in Lancashire alone were processing 400 million pounds of cotton annually.
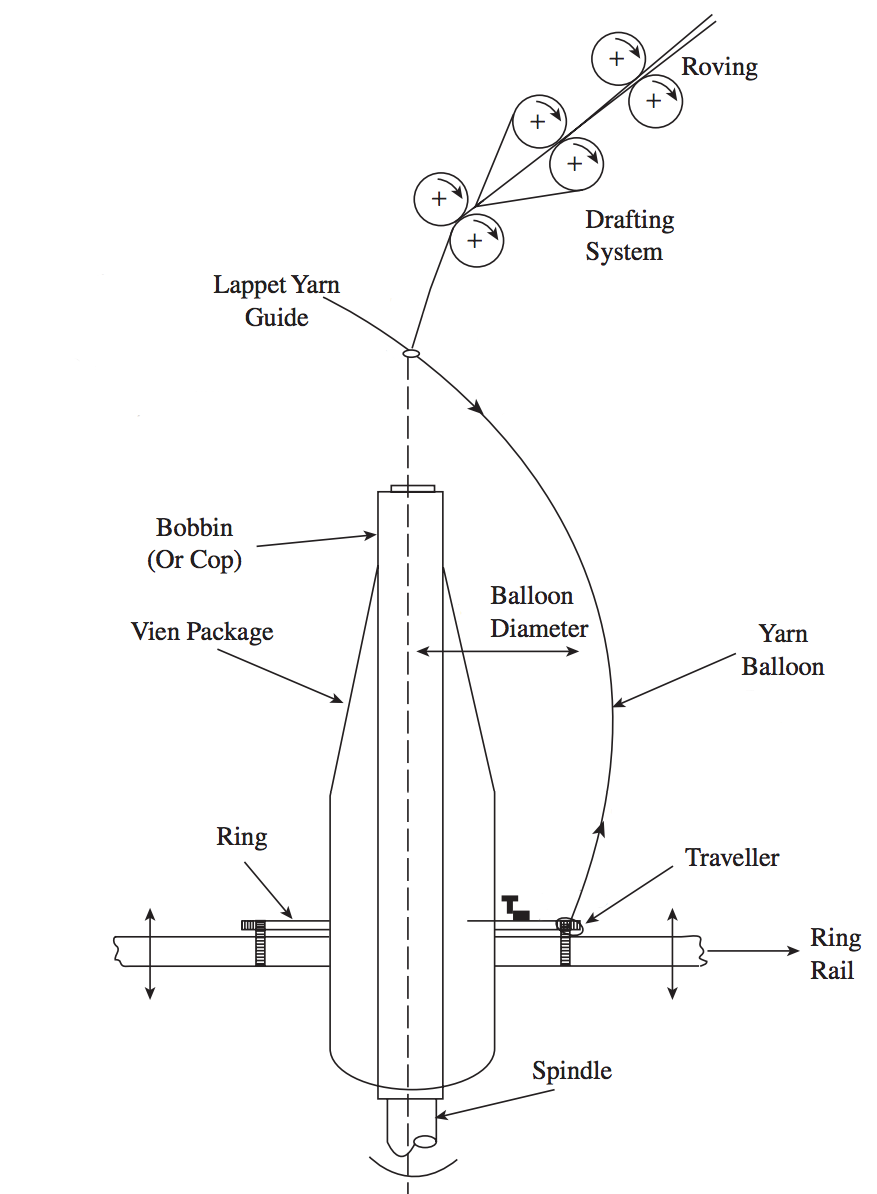
Schematic diagrams of the ring spinning process (Lawrence 2010)
Finally in 1828 John Thorpe invented the ring spinning frame at Rhode Island, which would go on to revolutionise the cotton milling industry. By the 1960s almost all machine-spun cotton was produced on continuously operating ring-spinning machines.
A ring-spinning mill has a frame set with multiple steel rings (up to 1200), each having a fast-rotating spindle-driven bobbin at its centre. A small metal C-shaped wire clip, called a traveller, is held in a flange on each ring and is free to rotate around its circumference. Unspun cotton fibres are combed before passing through a drawframe to process them into a sliver, with all the fibres straightened and arranged in parallel alignment. The sliver is attenuated into a narrower strand, called a roving, which is elongated through sets of rollers rotating at different speeds. The roving is fed through a lappet guide, before passing through the traveller onto the rapidly rotating bobbin. The latter causes the yarn to pull the traveller around the ring, each rotation imparting one turn of twist into the draft (Lawrence 2010). The process is fine-tuned to produce yarn with the required gauge and degree of twist.
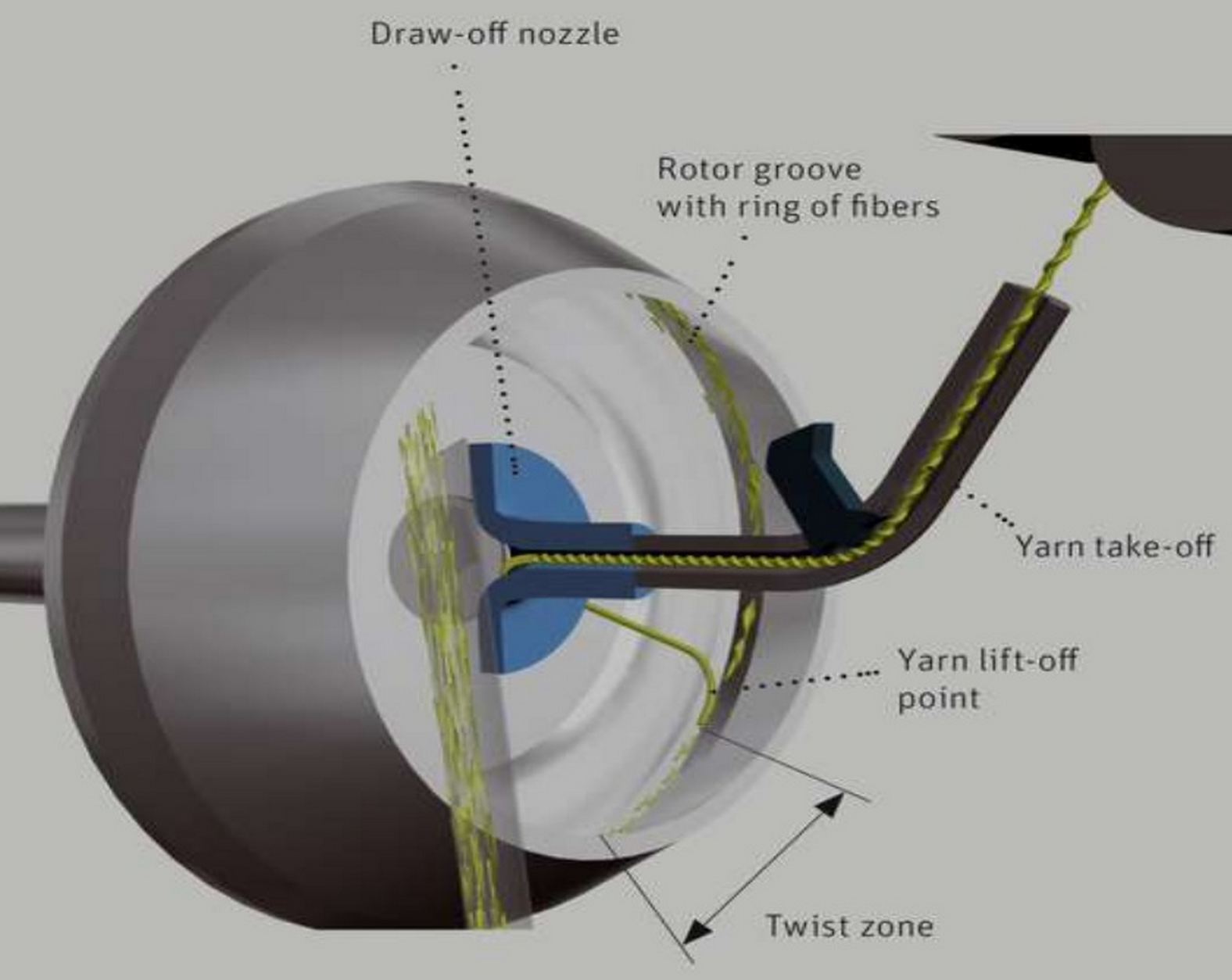
Yarn formation and twist insertion in the rotor groove (Rieter, Winterthur, Switzerland)
In the early 1970s new and more productive technologies were introduced, the most successful being rotor spinning. The latter bypasses the roving-producing stage by teasing fibres directly from the cotton sliver. These are sucked into an airstream passing through a tapered tube, which individually injects them onto the internal wall of a rapidly spinning funnel-shaped rotor. The centrifugal force pushes the fibres into an outer groove to form a ribbon, which is then pulled away from the rotor wall to be twisted before being withdrawn from the centre of the rotor as yarn. By 1988, some 40 per cent of commercial cotton was rotor-spun (Hake, Bassett, Kerby and Mayfield 1996, 144).
Return to Top
Yarn Sizing Systems
The yarn spinning industry does not measure the gauge or diameter of spun thread – it is very difficult to measure the diameter of a yarn because it is not a rigid object and has a fuzzy boundary. All thread sizing systems are therefore based on weight per unit of length, effectively linear density. One consequence of this is that yarns spun from different fibres can have the same number but be different in size.
The thickness of machine-spun yarn is measured in various ways:
- Ne, or Nec, the English yarn count, sometimes called the ‘cotton count’ system, is the number of 840-yard-long hanks in one pound of yarn. This is the system that tends to be used in Indonesia. The size is measured for an individual yarn. The larger the count, the finer the yarn. Coarse cottons range from 4.0 to 12.5 Ne, while fine cottons range from 12.5 to 30.0 Ne. However most threads are made from multiple strands or plies. In this system a cotton count of 30/2 designates a two-ply thread made from two size 30 yarns. Consequently only 15 hanks of the 30/2 Ne thread will weigh one pound – a 30/2 thread is twice as heavy as a 30s.
- tex is the weight in grammes of one kilometre of yarn, while decitex or dtex, is the weight of 10 kilometres. The tex system measures the entire thread, no matter how many strands or plies it contains. The ISO is seeking to adopt this system as a world-wide standard.
- denier is the weight in grammes of nine kilometres of yarn. This tends to be used for finer yarns such as silk.
The English yarn count came about because the early spinning jenny spun yarns onto multiple spindles that were changed after they were wound with 840 yards of cotton. To estimate the thickness of the yarns the spinner counted how many bobbins were needed to balance a weight of one pound.
The degree of spin or twist is called the twist multiple, and is measured in twists per inch (tpi) or twists per metre (tpm). Normally short-staple cottons have a TM of 3800-4800 per metre, while long-staple cottons have a TM of 2400-2860 per metre (Lawrence 2010). This is because the integrity of short fibres requires a greater level of twist.
The Indonesian Spinning Industry
Although recommendations were put forward for a domestic Indonesian machine-spinning venture in the 1890s (Rouaffer 1904, 14-15), mechanical yarn production only began on Java after the establishment of NV Java Textiel Maatschappij in 1936 at Tegal, between Cirebon and Pekalongan. It initially had a capacity of 5,000 spindles, increased to 15,000 in 1940, equivalent to about 1,200 tons of yarn per annum (Van der Eng 2007, 9 and 18). NV Nebritex, a Dutch-British joint venture, opened at Pasuruan in east Java in 1936 with a capacity of 1,000 tons per annum. NV Djantra, a Dutch joint venture with the colonial government, opened at Semarang in 1941, with the same capacity. Following the German occupation of the Nethrlands, the Dutch authorities decided to increase industrialisation in Indonesia and in 1941 began building modern spinning mills at Pasuruan and Bojonegoro (Satu 2000, 12).
During the war, the Japanese developed a plan to reduce cotton spinning capacity in Japan and to move it into parts of occupied Asia such as Java, Sumatra and Burma. However their plans were never realised, mainly because their ability to transport goods by sea became rapidly crippled (Satu 2000, 15).
After independence the spinning sector was nationalised and by the mid 1960s there were three government-owned mills and three regional government mills. A further three were added between 1967 and 1969, and by 1970 there were 16 spinning mills with a capacity of almost half a million spindles. However the advent of Soeharto’s New Order regime in 1966 led to a change in policy, the encouragement of private enterprise and the dismantling of the yarn allocation system (Hill 1992, 7). In the 1970s there was a major expansion in the machine-spinning sector, especially concentrated in the Bandung-Majalaya region of West Java. This had once been an important batik-trading centre and, following the establishment of the Institut Teknologi Tekstil in Bandung, developed into a major hand-loom weaving centre between the 1940s to the 60s, dominated by local Chinese and Arab businessmen. These same entrepreneurs were the force behind the development of a modernised textile industry. PT Gistex opened its first spinning plant in 1975 and was followed by PT Kahatex, PT Asian Cotton Industry, PT Texcorp and many more. By 1990 the industry was operating 100 spinning mills with a capacity of 3.5 million short-staple spindles. By 2012 this had exploded to 9.2 million (Rieter Country Report Indonesia, 17). Excluding China and India, only Pakistan has more.
Surprisingly the continuing decline in domestic cotton cultivation means that these mills are now almost exclusively dependent on imported cotton. In 2017/18, Indonesia was forecast to produce only 3,000 bales of domestic cotton, while importing 3.2 million bales of foriegn cotton (GAIN Report ID1810, USDA Foreign Agricultural Service, 2018). This means that 99.9% of Indonesia's cotton is imported.
However it must be remembered that most of Indonesia's spining capacity is used to spin synthetic yarn – Indonesia is one of the world’s ten largest producers of synthetic fibres, especially polyester yarn. Even in the 1980s Indonesia was producing seven times more polyester yarn than cotton.
Return to Top
Commercial Cotton in Indonesia and the Lesser Sunda Islands
The increasing, widespread availability of high quality machine-spun cotton over the last 150 years has led to the steady erosion in the use of hand-spun cotton across most parts of the Lesser Sunda Islands.
Commercial, mechanically-spun cotton was already being imported into parts of the Dutch East Indies during the 1830s. For example, Anderson (1840, 161) noted the extensive introduction of British yarn to Aceh during that period. However imports remained constrained by discriminatory tariffs on goods of non-Dutch origin. When these were lifted in 1865, imports of cotton yarn jumped from around 500 tons in the late 1860s to 2,500 tons in the late 1870s. They then stabilized at a level of 3,000-4,000 tons per year until the late 1930s, leaping to 18,000 tons in 1940 (Van der Eng 2007, 2 and 9). The local people called imported Dutch cotton (G. hirsutum) kapas or benang belanda (or blanda), belanda/blanda referring to Holland (Jasper and Pirngadie 1912, 13). The word belanda might be derived from the Portuguese olande (Nababan 1981, 34). It seems that the term benang belanda was applied to all cotton imported by the Dutch, not just that manufactured in Holland.
Even in 1848 Bugis weavers in South Sulawesi were already under pressure to reduce the cost of their hand-woven sarongs, made for export to Singapore. As a result they were abandoning local Bugis cotton and turning to less durable cotton yarn imported from Singapore (Brooke 1845, 117-118). By 1919 it was reported that the import of superior European yarn had ‘killed’ the cultivation of local cotton on Sulawesi and smaller Salayar (Celebes 1919, 21). During the Second World War the import of yarn was halted and the Japanese made cotton cultivation compulsory. It continued for a while after the war, but by the 1960s cotton cultivation and spinning had almost disappeared from the Bugis region (Pelras 1996, 303).
On Java it has been estimated that by 1860 half of the imported machine-spun yarn was being consumed by artisan weavers (Matsuo 1970, 11-13). By 1890 most weavers on Java were reported to be using imported yarn (Rouffaer 1904, 11) and by around 1905, faced with increasing competition from imported yarn, hand-spinning was reported to be a declining, sideline activity in two-thirds of the regencies on Java (Van der Eng 2007, 9). Hand-spinning became confined to just a few specific enclaves, such as the district of Pati in East Java (Matsuo 1970, 12).
As early as 1912, Jasper and Pirngadie observed that imported cotton yarns had long since replaced the native yarns across much of Indonesia. They were available in the most remote inland bazaars, having been traded through second- and third-hand merchants. The different import firms carried so many makes and colours of yarn that it was beyond the comprehension of the layman. However there was a clear distinction between the coarser and cheaper European yarns and the superior British-Indian yarns (Jasper and Pirngadie 1912, 15-16). According to a US Commerce Department report on cotton published in 1916, practically all of the imported yarn was coming from the United Kingdom and British India.
In the Batak region of Sumatra cotton cultivation was coming under pressure around 1894, as a result of the large amounts of European-spun yarn being imported into the region from the coastal port of Sibolga (Niessen 1993, 47-48). The imported yarn was enthusiastically adopted by local weavers (Niessen 2005, 418). In the Toba region European missionaries assisted weavers to adopt machine-spun yarn (Joustra 1914). Although cotton grown at Simalungun was still being traded at Parapet in 1919, the latter may have been the last Batak market to deal in raw cotton. A range of commercial yarns became available, many imported and one even spun in nearby Medan. However weavers expressed a preference for the finer imported yarns. In Jambi the cultivation of cotton was already in decline by 1916 (Monod de Froideville 1921, 82).
There is little information about the impact of cotton yarn imports on weaving in Bali, much of which is of course silk-based. On mainland Bali and offshore Nusa Penida most of the cotton yarn was produced locally up to the 1920s and 1930s. Commercial yarn started to appear in the 1920s but was initially used for the warp and plain weft sections of cepuk cloths. Hand-spun yarn continued to be used for the ikat-decorated wefts until the 1950s (Nabholz-Kartaschoff 1989, 185: Nabholz-Kartaschoff 1991, 127). In Tenganan, where geringsing were produced from non-local hand-spun cotton, that from Nusa Penida was and still is preferred (International Conference on the Diversity of Nusantara Weaving 2003, 11). In the important cotton-weaving centre of Sembiran, in north Bali, the cultivation and spinning of cotton has now completely stopped and weavers buy factory-spun yarn instead (Nabholz-Kartaschoff 2008, 79).
In East Sumba a limited amount of commercial thread was probably arriving even before the first Dutch administrator, Samuel Roos, came in 1866. Imported coloured thread has been identified in the warp stripes and kabakils of hinggis from European collections, acquired during the final two decades of the 19th century, some of which may have been made as early as 1850 (Adams 1969, 95). Roo van Alderwerelt, the civiel gezaghebber on Sumba from 1885 to 1888, reported that usually most blankets and sarongs had been woven from the weaver's own harvested cotton, although this was more and more being replaced by imported cotton (1890, 594). The increasing prosperity of the ruling elite in the second half of the 1800s, fuelled by the export trade in horses (and slaves), not only stimulated the local production of textiles but also led to rising demand for foreign yarn (Adams 1969, 94).
As external demand for decorative hinggis increased in the early 1900s, the administrator A. Couvreur decided to stimulate the local weaving industry. In about 1913-14 he established a credit bank in Waingapu, not only to buy textiles from local artisans and sell them to visitors arriving by ship, but also to provide credit to weavers so that they could buy yarn and other weaving materials (Adams 1969, 96). This seems to have been an effective move – according to the missionary Douwe Wielenga, virtually every local woman began producing ikat (Kruyt 1921, 518). Women of low status who were formerly restricted to work for the family of a noble began to work for traders in return for a small income (Adams 1969, 96). By 1925 the trade was wholly under the control of Endenese and Arab merchants. To make an ordinary cloth that sold for F20-25 a woman was supplied with yarns and dyes and given a payment of F2.50 (Dammerman 1926, 28-29). The result was the creation of a two-tier market: cheap cloths made with imported yarn and aniline dyes were readily available, but traditional high quality cloths produced by the nobility for themselves were not available for love or money (Wielenga 1925, 14-15). By 1931 the Resident of Timor, P. F. J. Karthaus, was complaining about the import of thread and dyes on the local Sumba weaving industry, noting that it not only damaged the heavy cloths woven from native cotton but that the garish colours of pre-dyed thread contrasted unfavourably with the softer colours of natural dyes (R. H. Barnes 1996, 389). Nooteboom (1940, 86) writing in the late 1930s reported that the cultivation of cotton had almost disappeared and that the local spinning wheels were only used to wind the factory yarn onto bobbins. By the 1970s almost all of the cotton was bought from merchants (Forth 1981, 430).
Having said this, we have observed cotton still being hand-spun in East Sumba in the late 1980s. Local textile producers claim that the art has only completely died out during the last decade.
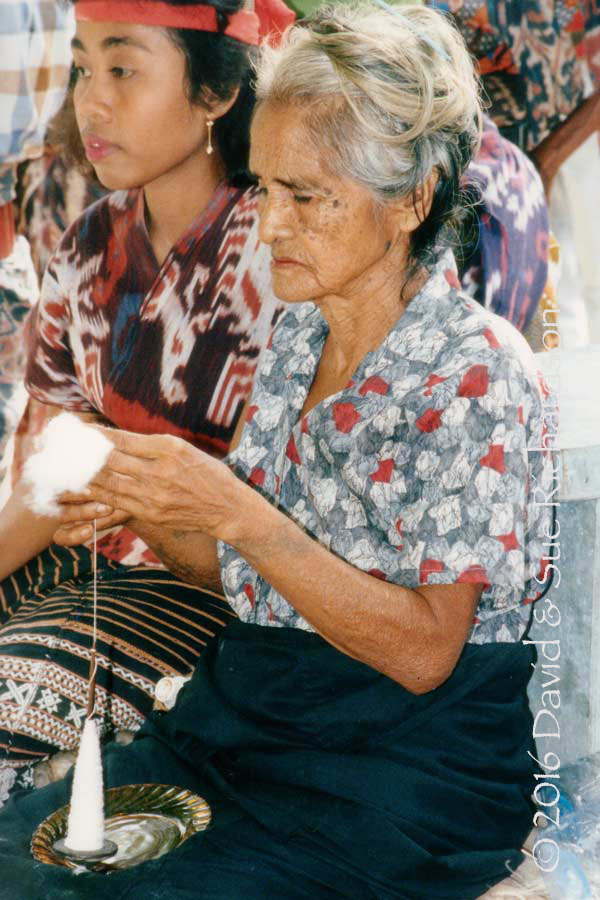
Hand-spinning cotton yarn using a spindle support at Marumata in the 1980s
On Flores commercial yarn was imported to the main colonial ports of Rio, Ende, Maumere and Larantuka. Initially it was seen as an expensive luxury product, restricted to the nobility, but by the 1930s it was more widely available, especially in regions that had access to major markets (Hamilton 1994, 54). For example in the important village of Nggela, near Ende, weavers were routinely using factory-produced thread for the warp during the 1930s while continuing to hand-spin yarn for the weft (De Jong 1994, 223). In East Flores brightly coloured yarn, thought to be of European or Chinese origin, was already being used by the early 1930s to insert narrow warp stripes in local textiles (vatter 1936, 220).
Throughout most of Ende hand-spun cotton had been largely supplanted by commercial cotton well before the start of the Second World War, although shortages during the Japanese occupation forced a temporary return to hand-spinning (Kennedy 1955, 221). Economic uncertainties during the Sukarno era maintained a considerable level of hand-spinning across Flores into the 1960s, but as yarn imports revived during Suharto’s New Order regime, cotton-growing and hand-spinning virtually disappeared in many regions (Hamilton 1994, 54). By 1979 the transition to commercial yarn in the Ende and Lio weaving districts was almost complete (Maxwell 1980, 143). It has been argued that the increasing availability of commercial yarn to local weaving communities, such as the coastal Lio of Ende Regency, was an important factor in the democratisation of ikat weaving, formerly restricted to the tribal aristocracy (Hamilton 1990, 198). The time and labour formerly consumed by the cultivation and spinning of cotton could now be reinvested into the ikat process.
At Insana, West Timor, commercial yarns were already available in the late 1800s and became widespread in the early 1900s. One old weaver explained that when they only used hand-spun cotton their family did not have enough cloth to wear, but when they began to use shop-bought cotton at the end of the Second World War the situation improved (Coury 2004, 43). In West Timor too, commercial yarn was initially seen as a luxury product preferred by the nobility as a status symbol, producing uniformly even textiles with finely defined ikat (Yeager and Jacobson 2002, 62). The most prized textile owned by the family of the last Raja of Amanuban was woven from very fine cotton yarn imported from China.
Even on remote Tanimbar machine-spun cotton arrived at the beginning of the 1900s and was immediately adopted by many women, although some continued to use hand-spun yarn for the weft to give the cloth more body. However during the First and Second World Wars women were forced to turn back to hand-spinning (Van Vuuren 2002, 37). Ironically today the Tanimbarese only use hand-spun yarn for cloth to be sold to tourists, preferring imported cotton and synthetic yarns for themselves.
In Sarawak imported pre-spun yarn began to arrive following the pacification of the Iban in the late nineteenth century (Heppel 1994, 131). Some were particularly fine, allowing ikat designers to increase the detail in their designs. By the end of the nineteenth century pre-dyed yarns began to appear in up-country bazaars and were incorporated into the borders of pua cloths. Pre-dyed yarn came to be preferred for use in sungkit designs and by the 1940s had almost completely dislodged naturally dyed thread.
Fortunately the tradition of hand-spinning locally grown cotton was not completely extinguished. It had been preserved in traditional communities in many remote enclaves, particularly across the Lesser Sunda Islands. However Suharto’s coup in 1965 and the subsequent implementation of his New Order created a new challenge. Fanatically anti-communist and pro-development, the new regime wanted to modernise the attitude and behaviour of ‘backward’ villagers on the outer islands (Aragon 2000, 279). Sukarno’s Pancasila was transformed into a national ideology and its first principle – the belief in one god – was not only used to undermine communist sympathisers but also to suppress traditional animist and ancestor-based religions. During the early 1970s there were mass conversions to the Protestant and Catholic religions, so that villagers could declare membership of one of the officially authorised monotheistic faiths and have it recorded on their identity cards.
Under the combined pressure of the church and state many communities destroyed, gave away or sold their heirloom textiles, turning their back on the traditional ways of cloth-making. For example, in 1970 on Ndao women threw away all of their traditional textiles, giving some to the local Catholic priest (Fox 2015, private communication). At the Ngada village of Bena many people sold their ikat textiles in the 1970s following a purge by the church and local government (Cole 2008, 88). On Roti this mass conversion took place in the 1950s after the completion of the national literacy campaign (Fox 1974, 69). By 1965 most women on Roti had abandoned weaving altogether (Fox 2015, private communication).
In the 1980s the Suharto government finally acknowledged the importance of village handicrafts in advancing regional development and alleviating poverty. The Department of Industry began to initiate projects through the Guidance of Family Welfare programme, Pembinaan Kesejahteraan Keluarga (PKK), which began as a local initiative in West Java in 1957 and was eventually launched nationally as a top-down government programme in 1975. Although aimed at advancing women in rural and poor urban neighbourhoods, it was based on a stereotyped image of women as mothers, wives, and household managers. PKK set out to have a voice in every desa or village cluster – just as the wife of the Minister of Internal Affairs is the head of the PKK at national level, so the wife of the kepala desa is the head of the village PKK (Lindsay 1997, 84-90). Weavers were encouraged to form small village associations and could apply for micro-loans to buy raw materials. The concept was that each voluntary association cooperated on tasks such as yarn preparation and dyeing, while each woman owned her own equipment and generated an income from her own work. Outside of Java, PKK’s success was patchy. In NTT it failed to get established in important weaving centres such Nggela in Ende Regency (De Jong 2000, 272), yet set up four small separate weaving groups in the remote and traditionally non-weaving community at Kedang on Lembata (Barnes 2004, 155-156).
Unfortunately many of the early PKK weaving initiatives were misguided, devised by distant officials with little understanding of traditional cloth production and specific local cultures (Hamilton 2014, 35). The objective was to improve family incomes not to preserve traditional cloth-making skills. For example, at Bena in Ngada Regency a weaving project was begun in 1983, supported by a grant, but villagers were encouraged to buy commercial yarn and synthetic dyes (Cole 2008, 70).
In the climate of reform following the collapse of Suharto’s presidency, Pembinaan Kesejahteraan Keluarga was restyled in 2000 as Pemberdayaan dan Kesejahteraan Keluarga (Family Empowerment and Welfare), encompassing the aim of women’s empowerment. At the same time the national crafts council, Dewan Karajinan Nasional, commonly known as Dekranasda, was given a more significant role in the revival of local ikat weaving. Its priority is to promote and market local handicrafts, both domestically and internationally, not to revive traditional skills. One of its themes is the development of new markets. In 2014 the Chairman of the Kupang branch of Dekranasda, responsible for NTT, announced that one of its future objectives would be to develop the interior design market for ikat products. Later that year Dekranasda held a workshop in Jakarta promoting the incorporation of traditional textiles in the design of fashionable clothing.
However not everything looks black. In 2012 Dekranasda NTT was involved in an ikat workshop on Ndao, which attracted weavers from Flores, Sumba, Timor, Alor, Roti Ndao and Savu. Sponsored by various NGOs, including the International Institute for Asian Studies from Leiden, its objective was twofold – cultural preservation and sustainable livelihoods. However while the workshop promoted the use of vegetable rather than chemical dyes, it did not encourage the use of locally grown, hand-spun cotton.
Return to Top
The Current Status of Hand-Spun Cotton
In recent decades the motivation for adopting commercial yarn has switched from convenience to economics. With traditions undermined by the spread of Christianity and the Indonesian State, traditional cloths are increasingly made to generate income, sold to dealers for onward sale to tourists in Bali, Jakarta and Kupang. With almost the same price paid for a piece made from commercial yarn and synthetic dyes as one made from hand-spun yarn and natural dyes, traditional weavers are motivated to find cheaper methods of production (Duggan 2001, 73). To make matters worse, they face competition from cheap imitations of, for example, hand-woven Toraja, Sumba, Savu and Timor cloths, churned out on treadle-operated flying-shuttle ATBM (alat tenun bukan mesin) looms in workshops at Troso, near Jepara on Java, Kupang on Timor, or Denpasar and Sidemen on Bali (Schiller 1996, 211; Saunders 1997, 22-23).
The situation throughout the Lesser Sunda Islands today is that the overwhelming majority of weavers are using commercial cotton yarn. Most of this comes from Java (especially Bandung), or India, in the form of twin-ply thread. The main yarn counts purchased range from low quality 32/2 Ne, to medium 60/2 Ne and fine gauge 80/2 Ne. The majority is not mercerized. Unfortunately some Indonesian yarns are contaminated with small quantities of synthetic fibre, which can lead to problems with differential dye takeup.
Two commercial cotton yarns from Java on sale in Sikka Regency
Cap Merak (Peacock brand) and Cemara Tunggal from Surabaya
Commercial cotton is now used across the majority of Sumbawa, Flores, Adonara, Solor, Alor, West Timor, West Sumba, East Sumba, and all of Roti, Ndao and Raijua. On Flores commercial cotton dominates every Regency, being used exclusively by the weavers of Manggarai, Ngada, Ende and Lio (De Jong 2013, 269). Indeed in some villages, such as Jopu, commercial cotton has been completely substituted by synthetic yarns (Hamilton 1994, 137). At villages such as Sikka Natar, women will put on a display of cotton ginning and hand-spinning for tourists, but most if not all of their cloth is woven from commercial yarn.
The genuine use of hand-spun cotton is currently confined to just a few isolated villages in the Sikka highlands, the district of Demon Pagong in East Flores, the islands of Lembata and Pantar, a few isolated villages in West Timor, and several districts in East Timor including Oc-cusse. In a few villages, such as Ndona in Ende Regency, some weavers still spin a small amount of local cotton, which they use for the concealed weft, using finer commercial cotton for the ikatted warps (Hamilton 2010, 19). This is probably to give their best cloths more density. Hand-spun cotton is still produced in Savu and across much of Lembata, but commercial threads are gaining a foothold – even in the remote villages on Ata Déi.
In some places the survival of traditional methods has been the result of enterprising local initiatives. In Sikka Regency the Sanggar Bliran Sina cultural arts cooperative at Watublapi was founded by Romano Rewo in 1985, and is now run by his son Daniel David; Kornelius Java established the Doka cultural group in Kelurahan Bola in 1997, which is now run by his son Cletus Lopez; while Jakarta-born Alfonsa Horeng established the women's weavers’ cooperative of Lepo Lorun (House of Weaving) at Nita in 2003. Although these groups use both hand-spun and commercial cotton, they recognise the attraction of hand-spun cotton to visiting tourists and the higher prices that it justifies. At Onelako in Ende Regency, Ita Yusuf founded Bou Sama Sama (Gather Together) in 2004. Another small group, Asri Tiga Dara (Three Beautiful Girls) was set up nearby. Both still produce hand-spun yarn, although most of their ikat is made using commercial thread.
At Lamalera on Lembata a group of weavers formed Cinta Budaya (Love Weaving) in 1998, with the encouragement of Threads of Life, a private business based in Ubud, which encourages traditional weaving and markets it on Bali. On Savu local weavers at Ledetadu have been encouraged to work together since the late 1990s with the support of Geneviève Duggan, while at Nada Wawi the smaller Hawu Miha (Savu Alone) cooperative was set up by local weavers. All of these groups maintain a strong focus on using hand-spun cotton.
In West Timor there are many weaving associations, but the majority weave exclusively with commercial yarn. One exception is Tae Matani, in the tiny traditional mountain village of Boti in South Central Timor Regency, which produces ikat from locally grown cotton. Another is Hidup Baru (New Life) at Insana, a group of 20 weavers specialising in the buna technique, set up with the support of PKK. The group has been encouraged to revert to the use of hand-spun cotton for weaving and to cultivate their own cotton, recognising that this is beneficial to a remote community that lacks the cash to buy yarn as well as being preferred by tourists. Unfortunately the skills to spin cotton by hand have been lost by many of the younger women (Coury 2004, 42).
Return to Top
Hand-Spun Versus Commercial Cotton
It is a widely held opinion that hand-spun cotton is superior to commercial machine-spun cotton. As a subjective view this is difficult to justify. Objectively both types of yarn have their advantages and disadvantages. To complicate matters both hand-spun and machine-spun yarns range in quality from high to low.
The finest machine-spun cotton is produced from superior fibre harvested from modern varieties of long-staple New World cotton. Because these fibres are finer, stronger and whiter than those from the Old World cottons, they produce a fine, strong, high quality yarn. However cheap machine-spun cottons can contain a blend of fibres, incorporating low-grade cottons. Ring-spun yarn has a substantially higher density than coarser rotor-spun yarn, which has a three-layer structure (El-Mogahzy 2008, 194-199).
Machine-spun cotton is more twisted than hand-spun cotton, rotor-spun yarn having more twist than ring-spun yarn. It has a finer and more consistent width, and produces a lower weight cloth with even interlacing. Sarongs woven from commercial cotton are often much finer and lighter than those woven from hand-spun cotton.
The use of mercerized machine-spun cotton yarn is still quite limited in Eastern Indonesia. Despite being more expensive it does have superior properties – it is stronger, has more lustre, is easier to dye, and is more absorbent.
One important attribute of machine-spun cotton in Eastern Indonesia is that it produces much finer, well-focussed ikat, which is why it is so highly valued in regions such as East Sumba and West Timor. Being stronger, it is also better suited for use as a warp.
The quality of hand-spun cotton yarn depends crucially on the skill of the spinner. A skilled hand-spinner can spin very high quality yarn that is virtually indistinguishable from machine-spun yarn. On the other hand, an unskilled spinner can produce crude, uneven yarn that weaves up into coarse, low-quality cloth.
Generally drop-spun yarns are finer than wheel-spun. The majority of hand-spun cotton in the Lesser Sunda Islands is produced from coarser, weaker, short-staple fibres from Old World cottons. It tends to be thicker in cross section, less tightly spun, and more irregular than machine-spun yarn. It also tends to be irregular in the tension of its twist – it is inadvertently spun looser in some places and tighter in others. It is therefore weaker and less ideal for use as a warp.
One of the attributes of hand-spun yarn is that its unevenness can result in a characterful cloth with a varied texture. At the same time, hand-spun yarn absorbs less dye where it is spun tightly and more where it is spun loosely, so the dyed cloth will have a slightly uneven colour.
Return to Top
Cellulose Chemistry
Cotton cellulose is highly crystalline and oriented. Alpha-cellulose is distinct in its long and rigid molecular structure (Hsieh 2006, 5).
Cellulose is a relatively inert material. Under normal conditions it is extremely insoluble in aqueous solutions due to the existence of the large quantities of inter- and intra-molecular hydrogen bonds and because of the hydrophobic interactions between the cellulose molecules. It is also insoluble in most organic solvents. One of the few solvents that will dissolve cellulose completely is Schweitzer’s reagent, a copper complex of cupramonium hydroxide and cupriethylene diamine.
Cellulose is most stable at neutral pH. However it is particularly sensitive to acids. Strong cold acids and hot weak acids ultimately hydrolyse it into glucose. Cold weak acids gradually hydrolyse it into hydrocellulose. Hydrochloric acid has a more severe effect than sulphuric acid, causing faster degradation. Cold concentrated sulphuric acid dissolves cellulose to form cellulose hydrate. Concentrated nitric acid acts as an oxidising agent and initially produces oxycellulose, followed eventually by oxalic acid.
Strong alkalis degrade cellulose into long-chain and short-chain fatty acids. Brief immersion in strong caustic soda (concentrated sodium hydroxide - NaOH) causes cotton to shrink in width and length, making it denser and stronger and increasing its affinity to dyes. The effect was discovered by John Mercer in 1850 and came to be known as “mercerization”. Cellulose will, however, tolerate weak alkalis.
Oxidizing agents, such as hypochlorites, chlorous, chloric and perchloric acids, peroxides, dichromates and permanganates, degrade cellulose into various forms of oxycellulose (Hsieh 2006, 6). This results in yellowing or browning. Strong oxidising agents (such as chlorine or hydrogen peroxide) oxidise it into carbon dioxide and water. Strong ultra-violet light causes photo-oxidation.
When cellulose is treated with organic liquids such as hydrocarbons, alcohols, ketones, esters, amides, and halogenated hydrocarbons it swells by various amounts depending on the extent to which its internal hydrogen bonding is disrupted (Wertz, Mercier and Bédué 2010, 156-158). Amines cause greater swelling than alcohols, for example. In some situations cellulose can trap organic compounds within its crystalline structure, forming inclusion cellulose.
Return to Top
Mercerisation
John Mercer was born in Great Harwood, Manchester, in 1791 and spent his childhood as a bobbin winder and later weaver, eventually setting up a dye laboratory in his home. He was later employed as an experimental chemist at the Calico Printworks of John Fort at Oakenshaw in Lancashire.
Between 1844 and 1850 he examined the effect of sodas, acids and chlorides on cotton and discovered that when cotton cloth was immersed in various concentrations of caustic soda for a short period and was immediately washed it swelled and shrank but also took on a silk lustre finish that made it easier to dye. He patented his process, which later came to be known as mercerization, in 1850. However the process was never commercialised during his lifetime - it was not only expensive but also had the disadvantage of shrinking the cotton cloth.
In 1889 Horace Lowe modified the process, keeping the cotton cloth under tension while it was being mercerised and applying a more thorough washing process to completely remove the caustic soda. In the modern process cotton is treated with a 19-26% concentration of caustic soda at a temperature of 15 to 18°C. The optimum concentration has been experimentally found to be 14-16% (Wagaw and Chavan 2012).
Chemically the concentrated sodium hydroxide allows sodium ions to penetrate the macromolecular structure of the cellulose and to disrupt the hydrogen bonds cross-linking individual cellulose molecules. After the sodium is removed by washing, the hydrogen bonds reform, although to a lesser extent than before. The polymer chains rearrange and reorient, forming a modified crystalline structure. The change is irreversible. (Tomasino 1992, 72).
The effect on the cotton fibre is to make it swell and slightly shorten, changing its cross-section from a squashed tube to an oval shape and removing its natural twists, thus enhancing its lustre. Each fibre may swell by up to 150% and contract in length by up to 9% (Kumar 2007). Other benefits of mercerization include increased tensile strength by about 35%, resistance to mildew and the removal of immature fibres. Long-staple cotton responds best to mercerization.
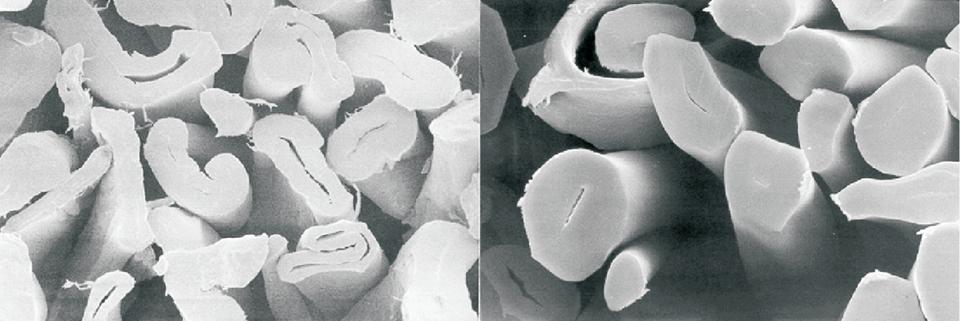
Normal cotton fibres, left, and mercerized fibres, right (Kehry 2013)
Mercerization can be applied to pre-woven cotton cloth or to spun cotton yarn. The latter is sometimes called pearl or perle cotton. Today there are different technologies for mercerizing cotton yarn such as hank, cheese, single-end or tow mercerization. They can be applied to cotton that is raw, scoured, wet or dry (Jordanov 2010).
In the 1970s a new mercerization process was introduced based on liquid ammonia rather than caustic soda.
Return to Top
Dyeing Cotton
The chemistry of cellulose severely restricts the type of natural dyes that can be used on cotton.
Cellulose is not reactive to the majority of inorganic mordants (which bind the dye to the fibre), the two exceptions being aluminium in alkaline solution and iron with tannin. Because the majority of natural dyes dissolve and react in acidic conditions they are unsuitable for use on cotton. At the same time most natural dyes also require the addition of a mordant and this further restricts the number that can be used with cotton. On the other hand cotton is highly receptive to organic mordants such as fatty acids and tannins (Kajitani 1980).
The net result is that the main natural dyes that can be used on cotton fall into one of the following categories:
- the oxidizing dye indigotin
- plant anthraquinones such as madder and morinda combined with a mordant of aluminium hydrate in an alkaline solution, often supplemented with a fatty acid derivative for faster and darker colour
- the direct dyes annato, safflower, saffron, sappan and turmeric, all of which are very fugitive
- plant tannins combined with a mordant of iron hydrate in slightly acidic or neutral solution.
Across Eastern Indonesia the two major natural dyes that have been traditionally used on cotton are indigo and morinda, especially with regard to making ikat. Because both dyes have a low substantivity on cotton, it is possible to produce a wide range of shades ranging from light to dark. These two major dyes have been supplemented by a huge range of minor dyes, including sappan, brazilwood, kayu kuning, tamarind, and turmeric.
Return to Top
Appendix - Definitions
Fibre: a unit of material characterised by flexibility, fineness and a high ratio of length to thickness.
Filament: a fibre that has a continuous or near continuous length.
Staple: a fibre of standardised length.
Yarn: a long, continuous length of interlocked natural or synthetic fibres. It can be plied or unplied.
Single: a yarn of spun fibres that has not been plied. Sometimes called a single-ply yarn.
Thread: a fine, smoothly finished fibre or yarn used for sewing or weaving.
Spun yarn: a yarn composed of fibres that have been spun into a continuous strand.
Plied yarn: a yarn in which two or more strands of yarn have been twisted in a direction opposite to that in which they have been spun. Thus 2-ply, 3-ply, 4-ply, etc.
Composite yarn: a yarn composed of both staple and continuous-filament components; for example, a core-spun or wrap-spun yarn.
Strand: a length of fibres or filaments that have been twisted, plaited, or laid parallel to form a unit for further twisting or plaiting into yarn, thread, rope, or cordage
Cord: a trimming made by twisting or re-plying two or more plied yarns together.
Twine: a light string or strong thread composed of two or more smaller strands or yarns twisted together.
Braid: a complex structure formed by interlacing three or more fibres or yarns together.
Skein or Hank: a loosely coiled length of yarn.
Return to Top
Major Cotton References
Bailey, T. L. W.; Tripp, V. W.; and Moore, A. T., 1963. ‘Cotton and Other Vegetable Fibres’, in Fibre Structure, pp. 422-454, London.
Beech, Franklin, 2014. The Dyeing of Cotton Fabrics A Practical Handbook for the Dyer and Student, BookPubber.
Brubaker, C. L.; Bourland, E. M.; and Wendel, J. E., 1999. ‘The Origin and Domestication of Cotton’, in Cotton: Origin, History, Technology, and Production, John Wiley & Sons, New York.
Clarence-Smith, William, 2011. ‘The Expansion of Cotton Textile Production in the Western Indian Ocean, c1500-c1850’, in Reinterpreting Indian Ocean worlds: Essays in Honour of Prof. K. N. Chaudhuri, Cambridge Scholars Publishing, Newcastle-upon-Tyne.
Cunningham, Anthony B, et al, 2014. ‘Plants as the Pivot: the Ethnobotany of Timorese Textiles’, in Textiles of Timor, p. 94, Fowler Museum, Los Angeles.
Daniels, George W., 1920. The Early English Cotton Industry, Manchester University, Manchester.
Dochia, M.; Sirghie, C.; Kozlowski, R. M.; and Roskwitalski, Z., 2012. ‘Cotton fibres’, in Handbook of Natural Fibres: Types, Properties and Factors Affecting Breeding and Cultivation, pp. 11- 23, Woodhead Publishing, Cambridge.
Gordon, S., and Hsieh, Y. L., (eds), 2007. Cotton Science and Technology, Woodhead Publishing, Cambridge.
Hake, Kater; Bragg, Ken; Mauney, Jack; and Metzer, Bob, 1990. Causes of High and Low Micronaire, Physiology Today, vol. 1, no. 12, pp. 1-4.
Hamilton, Roy W., 1994. 'Textile Technology', in Gift of the Cotton Maiden: Textiles of Flores and the Solor Islands, Hamilton, Roy W., (ed.), pp. 58–77, Los Angeles.
Hill, Hal, 1992. Indonesia’s Textile and Garment Industries: Developments in an Asian Perspective, Institute of Southeast Asian Studies, Singapore.
Hubback, John, 1926. The Cotton Growing Countries, Present and Potential. Production, trade, consumption, London.
Hutchinson, Sir Joseph Burtt; Silow, R. A.; and Stephens, S. G., 1947. The Evolution of Gossypium and the Differentiation of the Cultivated Cottons, Oxford University Press, New York and Oxford.
Hutchinson, J. B., 1959. The application of genetics to cotton improvement, Cambridge University Press.
Jasper, J. E., and Pirngadie, Mas, 1912. De Inlandsche Kunstnijverheid in Nederlandsch Indië, 2. De Weefkunst, Mouton, The Hague.
Johnson, Rubellite K., and Decker, Bryce G., 1983. Implications of the Distribution of Names for Cotton (Gossypium spp.) in the Indo-Pacific, University of Hawai’i Press.
Keefer, Glenard Donald; and Riajaya, Prima Diarine, 1989. Climate constraints to cotton production on Lombok and Flores, ACIL Australia Pty. Ltd., Melbourne.
Khadi, B. M.; Santhy, V.; and Yadav, M. S., 2010. Cotton: an introduction, Springer, Berlin.
Kian, Kwee Hui, 2005. Production, Consumption And Trade Of Javanese Cotton Yarn And Textile In The Late Seventeenth And Eighteenth Century, LSE Conference –Cotton Textiles, Pune.
Lawrence, Carl A., 2003. Fundamentals of Spun Yarn Technology, CRC Press, Boca Raton.
Matsuo, Hiroshi, 1970. The development of Javanese cotton industry, The Institute of Developing Economies, Tokyo.
McKenzie, D. C., 1989. Soil suitability and management for cotton production in Lombok and Flores, NTASP Technical Report No. 21, ACIL Australia Pty. Ltd., Melbourne.
Metzner, Joakim K., 1982. Agriculture and population pressure in Sikka, Isle of Flores: A contribution to the study of the stability of agricultural systems in the wet and dry tropics, Australian National University, Canberra.
Patterson, Andrew H., 2009. Genetics and Genomics of Cotton, Springer, New York.
Patterson, Andrew H.; Wendel, Jonathan F., et al, 1012. Repeated polyploidization of Gossypium genomes and the evolution of spinnable cotton fibres, Nature, vol. 492, issue 7429, pp. 423-427.
Saunders, Kim Jane, 1997. Contemporary Tie and Dye Textiles of Indonesia, Oxford University Press.
Seagull, R., and Alspaugh, P., 2001. Cotton Fiber Development and Processing: An Illustrated Overview, International Textile Center, Texas Tech University.
Seelanan, Tosak; Schnabel, Andrew; and Wendel, Jonathan, F., 1997. Congruence and Consensus in the Cotton Tribe (Malvaceae), Systematic Botany, vol. 22, no. 2, pp. 259-290.
Smith, C. Wayne, and Cothren, J. Tom, (eds), 1999. Cotton: Origin, History, Technology, and Production, John Wiley & Sons, New York.
Stewart, James McD.; Oosterhuis, Derrick; Heitholt, James J.; and Mauney, Jack R., 2009. The Physiology of Cotton, Springer, London.
Van der Eng, Pierre, 2007. ‘De-industrialisation’ and colonial rule: The cotton textile industry in Indonesia, 1820-1941, Australian National University, Canberra.
Watson, Andrew M., 2008. Agricultural innovation in the early Islamic world: The diffusion of crops and farming techniques, 700-1100, Cambridge University Press, Cambridge.
Watt, Sir George, 1907. The Wild and Cultivated Cotton Plants of the World: A Revision of the Genus Gossypium, Longmans, Green, and Co., London.
Wendel, Jonathan F.; Brubaker, Curt L.; and Seelanan, Tosak, 2010. 'The Origin and Evolution of Gossypium', in Physiology of Cotton, J. Mc. D. Stewart et al. (eds), pp. 1–18, Springer Science, Dordrecht – Heidelberg – London - New York.
Wendel, Jonathan F.; Brubaker, Curt; Alvarez, Ines; and Cronn, Richard, 2009. ‘Evolution and Natural History of the Cotton Genus’, in Genetics and Genomics of Cotton, pp. 3-22, Springer.
Wendel, J. F.; Olson, P. D.; and Stewart, J. McD., 1989. Genetic diversity, introgression and independent domestication of Old World cultivated cottons, American J. Botany, vol. 76, pp. 1795-1806.
Return to Top
Publication
This webpage was first published on 24th January 2016.